 cskh@atld.vn
cskh@atld.vn
 0917267397
0917267397



Tiêu chuẩn quốc gia TCVN 3257:1986 về Chiếu sáng nhân tạo trong xí nghiệp may công nghiệp
CHIẾU SÁNG NHÂN TẠO TRONG XÍ NGHIỆP MAY CÔNG NGHIỆP
Artificial lighting in the sewing factory
Tiêu chuẩn này thay thế cho TCVN 3257 : 1979
Tiêu chuẩn này quy định chiếu sáng nhân tạo trong xí nghiệp may công nghiệp. Tiêu chuẩn này được sử dụng để thiết kế, sửa chữa, thay thế và quản lí các thiết bị chiếu sáng nhân tạo trong xí nghiệp may công nghiệp.
1.1. Khi thiết kế chiếu sáng nhân tạo những nơi sản xuất của xí nghiệp phải tuân theo các yêu cầu của tiêu chuẩn này và TCVN 3743 : 1983.
1.2. Khi chiếu sáng làm việc tại các phân xưởng, gian sản xuất chính (cắt, may, gia công nhiệt), nên sử dụng hệ thống chiếu sáng chung đều hoặc chiếu sáng chung khu vực bằng các đèn phản xạ khuếch tán ánh sáng có lắp bóng đèn huỳnh quang ánh sáng ban ngày hoặc bóng đèn huỳnh quang ánh sáng trắng.
1.3. Trong tất cả các phân xưởng, gian sản xuất phải đặt chiếu sáng sự cố và chiếu sáng phân tán người phù hợp với các yêu cầu quy định trong điều 1.8 ; 1.9 ; của TCVN 3743 : 1983.
1.4. Trong phạm vi nhà máy, xí nghiệp cần phải lắp đặt hệ thống chiếu sáng bảo vệ theo quy định trong điều 1.12 của TCVN 3743 : 1983.
1.5. Khi thiết kế chiếu sáng nhân tạo cần phải tính đến hệ số dự trữ để bù lại sự giảm độ rọi trong quá trình sử dụng hệ thống chiếu sáng.
Giá trị hệ số dự trữ và thời hạn lau đèn quy định trong bảng 2.
2. Chiếu sáng nhân tạo các phân xưởng, gian sản xuất
2.1. Độ rọi trên mặt làm việc và hệ thống chiếu sáng trong các phân xưởng, gian sản xuất phải tuân theo quy định trong bảng 1 và phụ lục 1.
2.2. Cho phép lấy giá trị độ rọi theo cấp công việc cao nhất làm độ rọi chiếu sáng chung trong những phân xưởng, gian sản xuất có nhiều cấp công việc khác nhau, không thể sử dụng chiếu sáng chung khu vực được.
2.3. Trong các phân xưởng, gian sản xuất thường xuyên có người làm việc nên chiếu sáng bằng đèn huỳnh quang.
2.4. Dùng đèn để chiếu sáng chung phải có bộ phận phản xạ ánh sáng với góc bảo vệ không nhỏ hơn 15° đối với đèn huỳnh quang và không nhỏ hơn 10° đối với đèn nung sáng.
Cách xác định góc bảo vệ của đèn quy định trong bảng 2.
2.5. Độ cao treo đèn của các đèn huỳnh quang trong hệ thống chiếu sáng chung không được nhỏ hơn các giá trị quy định trong bảng 5 của TCVN 3743 : 1983.
3. Kiểm tra, sử dụng và bảo dưỡng thiết bị chiếu sáng
3.1. Phải thường xuyên kiểm tra giá trị độ rọi của chiếu sáng làm việc trong các gian sản xuất ít nhất một lần trong một năm.
3.2. Phải kiểm tra hệ thống chiếu sáng sự cố và phân tán người ít nhất ba tháng một lần.
3.3. Phải thường xuyên kiểm tra tình trạng làm việc của nguồn sáng và đèn.
3.4. Nguồn sáng đèn bị hư hỏng phải sửa chữa và thay thế ngay, chậm nhất không quá 2 ngày đối với nguồn sáng và năm ngày đối với đèn kể từ ngày nguồn sáng hoặc đèn bị hư hỏng.
3.5. Thay thế nguồn sáng hoặc đèn phải phù hợp với kiểu loại, công suất và điện thế....
3.6. Khi nghiệm thu, kiểm tra, bảo dưỡng thiết bị chiếu sáng cần phải lập hồ sơ theo dõi như các bảng mẫu quy định trong phụ lục 3.
Bảng 1: Độ rọi chiếu sáng nhân tạo trong các xí nghiệp may công nghiệp
|
Tên phân xưởng, gian phòng khu vực sản xuất |
Mặt làm việc |
Mặt xác định độ rọi tiêu chuẩn |
Cấp công việc |
Độ rọi nhỏ nhất khi chiếu sáng bằng đèn huỳnh quang, lux |
Ghi chú |
||
|
Hệ thống chiếu sáng chung |
Hệ thống chiếu sáng hỗn hợp |
||||||
|
Chiếu sáng chung và cục bộ |
Riêng chiếu sáng chung |
||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
|
1. Phân xưởng chuẩn bị |
|
|
|
|
|
|
|
|
1.1. Bàn kiểm tra vải |
Trên mặt bàn |
Ngang |
IIa |
400 |
1000 |
200 |
|
|
1.2. Khu vực thiết kế mẫu quần áo |
Bàn thiết kế |
Ngang |
IIIa |
200 |
- |
- |
|
|
1.3. Bộ phận thực nghiệm |
Bàn may |
Ngang |
IIa |
400 |
- |
- |
|
|
1.4. Bộ phận giác sơ đồ |
Bàn giác |
Ngang |
IIIa |
200 |
- |
- |
|
|
1.5. Bàn cắt bằng máy cắt di động |
Bàn cắt |
Ngang |
IIIb+1 |
200 |
|
|
Độ rọi tăng một cấp vì nơi sản xuất có mức độ nguy hiểm cao |
|
1.6. Máy cắt cố định khu vực |
Khu vực lưỡi dao |
Ngang |
IIIb+1 |
|
500 |
100 |
Độ rọi tăng một cấp vì nơi sản xuất có mức độ nguy hiểm cao |
|
2. Phân xưởng may |
|
|
|
|
|
|
|
|
2.1. Máy may Máy thùa Máy đính |
Bàn may |
Ngang |
IIa |
400 |
- |
- |
Có thể sử dụng hệ thống chiếu sáng hỗn hợp, chiếu sáng cục bộ bằng đèn nung sáng |
|
2.2. Bàn thu hóa |
Mặt bàn |
Ngang |
IIa |
400 |
1000 |
200 |
Có độ rọi không nhỏ hơn 750 lux và chiếu sáng chung bằng đèn huỳnh quang, có độ rọi không nhỏ hơn 150 lux. |
|
3. Phân xưỏng gia công nhiệt |
|
|
|
|
|
|
|
|
3.1. Máy là ép |
Bàn máy |
Ngang |
IIIa |
200 |
- |
- |
|
|
3.2. Máy là tay |
Bàn |
Ngang |
IIIa+1 |
300 |
- |
- |
Độ rọi tăng một cấp vì nơi sản xuất có mức độ nguy hiểm cao |
|
4. Phân xưởng hoàn thành |
|
|
|
|
|
|
|
|
4.1. Kiểm tra chất lượng sản phẩm |
Bàn kiểm |
|
|
|
|
|
|
|
4.2. Đóng gói sản phẩm |
Trên bàn |
Ngang |
IIIa |
200 |
- |
- |
|
|
5. Các quá trình công nghệ phụ |
|
|
|
|
|
|
|
|
5.1. Kho vải |
Trên giá để vải |
Ngang |
Vc |
75 |
- |
- |
Có thể sử dụng đèn nung sáng để chiếu sáng chung với độ rọi không nhỏ hơn 30 lux. |
|
5.2. Phòng trưng bày mẫu quần áo |
Tủ mẫu |
Đứng |
IVc |
|
|
|
|
|
5.3. Khu vực giặt |
Sàn nhà |
Ngang |
IVc |
100 |
- |
- |
Có thể sử dụng đèn nung sáng để chiếu sáng chung với độ rọi không nhỏ hơn 50 lux. |
|
5.4. Bộ phận phân loại phế liệu cắt |
Mặt bàn |
Ngang |
IIIb |
150 |
- |
- |
Có thể sử dụng hệ thống chiếu sáng hỗn hợp: |
|
5.5. Bộ phận gia công phế liệu thành mặt hàng phụ |
Bàn may |
Ngang |
IIa |
400 |
- |
- |
Chiếu sáng cục bộ bằng đèn nung sáng có độ rọi không nhỏ hơn 750 lux và chiếu sáng chung bằng đèn huỳnh quang có độ rọi không nhỏ hơn 150 lux. |
|
5.6. Kho phế liệu |
Sàn nhà |
Ngang |
Vc |
75 |
- |
- |
Có thể sử dụng đèn nung sáng để chiếu sáng chung với độ rọi không nhỏ hơn 30 lux. |
Chú thích: Trong các xí nghiệp may xuất khẩu, độ rọi tiêu chuẩn thuộc cấp IIA được phép tăng lên 1 bậc theo thang độ rọi
Bảng 2: Hệ số dự trữ và thời hạn lau đèn
|
Tên phân xưởng |
Hệ số dự trữ |
Thời hạn lau đèn, lần/năm |
|
Phân xưởng chuẩn bị |
1,5 |
4 |
|
Phân xưởng may |
1,5 |
4 |
|
Phân xưởng gia công nhiệt |
1,5 |
4 |
|
Phân xưởng hoàn thành |
1,5 |
4 |
|
Các quá trình công nghệ phụ |
1,5 |
4 |
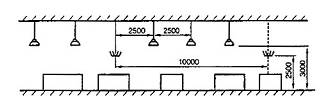
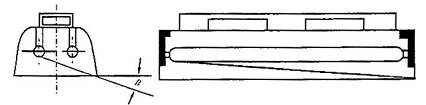
Hệ thống chiếu sáng trong xí nghiệp may công nghiệp

c) Chiếu sáng chung đều phân xưởng may có trần và có diện tích lớn
d) Chiếu sáng phân xưởng cắt
a) Đèn nung sáng nhìn thấy dây tóc bóng đèn

b) Đèn nung sáng bóng mờ
c) Đèn huỳnh quang không có bộ phận tán xạ ánh sáng
d) Đèn huỳnh quang có bộ phận tán xạ ánh sáng

Mẫu sổ theo dõi tình hình sử dụng và bảo dưỡng thiết bị chiếu sáng
a) Mẫu trang đầu của sổ
Tên phân xưởng
Ngày đưa vào sử dụng các hệ thống chiếu sáng
|
Tên hệ thống chiếu sáng |
Đèn |
Nguồn sáng |
Tổng công suất trong hệ thống chiếu sáng, kW |
Ghi chú |
|||
|
Kiểu loại |
Tổng số |
Kiểu loại |
Công suất, W, điện thế, V |
Tổng số |
|||
|
Chiếu sáng chung Chiếu sáng cục bộ Chiếu sáng sự cố Chiếu sáng phân tán người Chiếu sáng bảo vệ |
|
|
|
|
|
|
|
|
Cán bộ theo dõi bảo dưỡng
|
Quản đốc phân xưởng |
b) Mẫu bảng theo dõi tình hình hư hỏng thiết bị chiếu sáng
|
Ngày tháng năm |
Số nguồn sáng hư hỏng |
Số đèn hư hỏng, cái |
Lí do |
||||
|
Bóng đèn nung sáng |
Bóng đèn huỳnh quang |
Hệ thống chiếu sáng chung |
Hệ tháng chiếu sáng cục bộ |
||||
|
Hệ thống chiếu sáng chung |
Hê thống chiếu sáng cục bộ |
Hệ thống chiếu sáng chung |
Hệ tháng chiếu sáng cục bộ |
||||
|
|
|
|
|
|
|
|
|
c) Mẫu bảng theo dõi tình hình thay thế thiết bị chiếu sáng
|
Ngày tháng năm |
Thay nguồn sáng |
Thay đèn |
Ghi chú |
||||||
|
Bóng đèn nung sáng |
Bóng đèn huỳnh quang |
Số lượng, cái |
Kiểu loại |
||||||
|
Số lượng, cái |
Công suất, W, điện thế, V |
Số lượng, cái |
Công suất, W, điện thế, V |
Hệ thống chiếu sáng chung |
Hệ thống chiếu sáng cục bộ |
Hệ thống chiếu sáng chung |
Hệ thống chiếu sáng cục bộ |
||
|
|
|
|
|
|
|
|
|
|
|
d) Mẫu bảng theo dõi tình hình kiểm tra, bảo dưỡng thiết bị chiếu sáng
|
Ngày tháng năm |
Số đèn được lau theo định kì, cái |
Số đèn đã sửa chữa, cái |
Kiểm tra |
Ghi chú |
|
|
Độ rọi trong phân xưởng, lux |
Điện thế mạng điện chiếu sáng trong phân xưởng, V |
||||
|
|
|||||
- Số CNĐKKD: 3702404496 cấp ngày 13/10/2015
Nơi cấp: Sở KH-ĐT tỉnh Bình Dương - Địa chỉ: 502 Đỗ Xuân Hợp, P. Phước Bình
TP. Thủ Đức, TP. Hồ Chí Minh
- Điều khoản & Quy chế hoạt động
- Chính sách bảo mật
- Hướng dẫn sử dụng
- Người đại diện: Nguyễn Thị Mỹ
- Số điện thoại: 0917267397
- Email: cskh@atld.vn