 cskh@atld.vn
cskh@atld.vn
 0917267397
0917267397



TCVN 7301-2:2008 (ISO/TR 14121-2 : 2007) về An toàn máy - Đánh giá rủi ro - Phần 2: Hướng dẫn thực hành và ví dụ về các phương pháp (VN-EN)
TIÊU CHUẨN QUỐC GIA
TCVN 7301-2:2008
ISO/TR 14121-2:2007
AN TOÀN MÁY – ĐÁNH GIÁ RỦI RO – PHẦN 2: HƯỚNG DẪN THỰC HÀNH VÀ VÍ DỤ VỀ CÁC PHƯƠNG PHÁP
Safety of machinery – Risk assessment - Part 2: Practical guidance and examples of methods
Lời nói đầu
TCVN 7301-2 : 2008 và TCVN 7301-1 : 2008 thay thế TCVN 7301 : 2003.
TCVN 7301-2 : 2008 hoàn toàn tương đương với ISO/TR 14121-2 : 2007.
TCVN 7301-2 : 2008 do Ban kỹ thuật tiêu chuẩn quốc gia TCVN/TC199 An toàn máy biên soạn, Tổng cục tiêu chuẩn Đo lường chất lượng đề nghị, Bộ Khoa học và Công nghệ công bố.
Bộ TCVN 7301 (ISO 14121) An toàn máy – Đánh giá rủi ro, gồm các phần sau:
- TCVN 7301-1 : 2008 (ISO 14121-1 : 2007), Phần 1: Nguyên tắc.
- TCVN 7301-2 : 2008 (ISO/TR 14121-2 : 2007), Phần 2: Hướng dẫn thực hành và ví dụ về các phương pháp.
AN TOÀN MÁY – ĐÁNH GIÁ RỦI RO – PHẦN 2: HƯỚNG DẪN THỰC HÀNH VÀ VÍ DỤ VỀ CÁC PHƯƠNG PHÁP
Safety of machinery – Risk assessment - Part 2: Practical guidance and examples of methods
Tiêu chuẩn này đưa ra hướng dẫn thực hành cho việc tiến hành đánh giá rủi ro đối với máy theo TCVN 7301-1 : 2008 và mô tả các phương pháp và các công cụ khác nhau cho mỗi bước trong quy trình đánh giá.
Tiêu chuẩn này cũng cung cấp hướng dẫn thực hành cho việc giảm rủi ro (phù hợp với TCVN 7383) đối với máy, đưa ra hướng dẫn bổ sung cho việc lựa chọn các biện pháp bảo vệ thích hợp để đạt được sự an toàn.
Những người sử dụng tiêu chuẩn này là những người phải có sự hợp nhất về an toàn trong thiết kế, lắp đặt hoặc cải tiến máy (ví dụ, các kỹ sư thiết kế, kỹ thuật viên, chuyên gia về an toàn).
Các tài liệu viện dẫn sau là rất cần thiết cho việc áp dụng tiêu chuẩn. Đối với các tài liệu viện dẫn ghi năm công bố thì áp dụng bản được nêu. Đối với các tài liệu viện dẫn không ghi năm công bố thì áp dụng phiên bản mới nhất, bao gồm cả các sửa đổi.
TCVN 7301-1 : 2008 (ISO 14121-1 : 2007), An toàn máy – Đánh máy rủi ro – Phần 1: Nguyên tắc.
Tiêu chuẩn này áp dụng các thuật ngữ và định nghĩa trong TCVN 7301-1 và thuật ngữ định nghĩa sau:
3.1. Nhà cung cấp (supplier)
Nguời (ví dụ, người thiết kế, nhà sản xuất, người ký kết hợp đồng, người lắp đặt, người hợp nhất) cung cấp thiết bị hoặc các dịch vụ gắn liền với hệ thống sản xuất hợp nhất hoặc một phần của hệ thống sản xuất hợp nhất hoặc các máy.
CHÚ THÍCH 1: Người sử dụng cũng có thể hoạt động với vai trò là nhà cung cấp cho chính họ.
CHÚ THÍCH 2: Được sửa lại từ định nghĩa 3.2.4, ISO 11161 : 2007.
4.1. Yêu cầu chung
Mục tiêu, phạm vi và thời hạn cuối cùng đối với bất kỳ sự đánh giá rủi ro nào cũng nên được xác định ngay từ lúc ban đầu.
CHÚ THÍCH: Xem hướng dẫn sử dụng đánh giá rủi ro.
4.2. Sử dụng phương pháp đánh giá rủi ro theo nhóm
4.2.1. Yêu cầu chung
Đánh giá rủi ro thường kỹ lưỡng và có hiệu quả hơn khi được thực hiện theo nhóm đánh giá. Số lượng người của một nhóm thay đổi theo:
a) phương pháp đánh giá rủi ro được lựa chọn;
b) độ phức tạp của máy;
c) quá trình trong đó máy được sử dụng.
Nhóm nên phối hợp sự hiểu biết về các ngành khoa học khác nhau, sự đa dạng về kinh nghiệm và chuyên môn. Tuy nhiên một nhóm quá đông người có thể dẫn đến khó khăn trong việc duy trì sự tập trung hoặc đạt tới sự nhất trí. Cấu trúc của nhóm có thể thay đổi trong quy trình đánh giá rủi ro phù hợp chuyên môn được yêu cầu đối với một vấn đề riêng. Người lãnh đạo nhóm nên nhận biết mối nguy hiểm theo sự tận tụy đối với đề án vì thành công của sự đánh giá rủi ro phụ thuộc vào kỹ năng của người lãnh đạo nhóm.
Tuy nhiên, trong thực tế không phải lúc nào cũng thành lập một nhóm để đánh giá rủi ro và không cần thiết phải thành lập nhóm đánh giá đối với máy có các mối nguy hiểm đã được hiểu rõ và rủi ro không cao.
CHÚ THÍCH: Độ tin cậy đối với các kết quả đánh giá rủi ro có thể tăng lên bởi sự tư vấn của những người khác có kiến thức và chuyên môn như đã nêu trong 4.2.2 và những người có năng lực khác khi xem xét lại việc đánh giá rủi ro.
4.2.2. Cấu trúc và vai trò của các thành viên của nhóm
Nhóm đánh giá rủi ro phải có một người lãnh đạo. Người lãnh đạo nhóm phải hoàn toàn chịu trách nhiệm trong việc bảo đảm cho tất cả các công việc liên quan đến lập kế hoạch, thực hiện và lập tài liệu [theo Điều 9, TCVN 7301-1 : 2008] đánh giá rủi ro và các kết quả/ kiến nghị được báo cáo cho những người thích hợp.
Các thành viên của nhóm phải được lựa chọn phù hợp kỹ năng và chuyên môn được yêu cầu cho việc đánh giá rủi ro. Nhóm nên bao gồm những người:
a) có thể trả lời các câu hỏi thuộc lĩnh vực kỹ thuật về thiết kế và các chức năng của máy;
b) có kinh nghiệm thực tế về vận hành máy, lắp ráp, bảo dưỡng, phục vụ máy, v.v…;
c) có hiểu biết về lịch sử tai nạn của kiểu máy này;
d) có hiểu biết tốt về các quy định, tiêu chuẩn có liên quan và đặc biệt là TCVN 7383 và bất cứ vấn đề về an toàn riêng gắn liền với máy, và
e) hiểu biết các yếu tố về con người (xem 7.3.4, TCVN 7301-1 : 2008).
4.2.3. Lựa chọn các phương pháp và công cụ
Tiêu chuẩn này được dùng để đánh giá rủi ro trên các máy khác nhau dưới dạng các tổn hại phức tạp và tiềm tàng. Cũng có nhiều phương pháp và công cụ khác nhau để tiến hành đánh giá rủi ro (xem Phụ lục A). Khi lựa chọn một phương pháp hoặc công cụ để thực hiện việc đánh giá, nên quan tâm đến máy, tính chất có thể có của các mối nguy hiểm và mục đích của đánh giá rủi ro. Cũng nên quan tâm đến kỹ năng, kinh nghiệm và sự ưa thích của nhóm đối với phương pháp riêng. Điều 5 cung cấp thông tin bổ sung về chuẩn cứ cho việc lựa chọn các phương pháp và công cụ thích hợp cho mỗi bước của quy trình đánh giá rủi ro.
4.2.4. Nguồn thông tin cho đánh giá rủi ro
Thông tin yêu cầu cho đánh giá rủi ro được liệt kê trong 4.2, TCVN 7301-1 : 2008. Thông tin này có các dạng khác nhau, bao gồm các bản vẽ kỹ thuật, sơ đồ, ảnh, đoạn phim video, thông tin cho sử dụng (bao gồm các quy trình bảo dưỡng và vận hành tiêu chuẩn). Tham khảo máy tương tự hoặc là một bản thiết kế mẫu, nếu có sẵn thường là hữu ích.
5.1. Yêu cầu chung
Các điều sau giải thích sự liên quan đến thiết kế như thế nào của mỗi bước trong quy trình đánh giá rủi ro như đã nêu trong Hình 1, TCVN 7301-1 : 2008.
5.2. Xác định giới hạn của máy
CHÚ THÍCH: Xem Điều 5, TCVN 7301-1 : 2008.
5.2.1. Yêu cầu chung
Mục tiêu của bước này để mô tả rõ các khả năng vận hành của máy, việc sử dụng máy đúng dự định, sử dụng sai quy cách hợp lý thấy trước và loại môi trường trong đó máy có thể được sử dụng và bảo dưỡng.
Mục tiêu này đạt được bằng việc kiểm tra các chức năng của máy và các công việc gắn liền với cách sử dụng máy.
5.2.2. Chức năng của máy
Có thể mô tả máy dưới dạng các bộ phận rõ ràng, các cơ cấu hoặc các chức năng, dựa trên kết cấu và vận hành của máy như:
- cung cấp năng lượng;
- điều khiển;
- chuyển động tiến;
- gia công xử lý;
- chuyển động/di chuyển;
- nâng;
- khung máy hoặc satxi có độ ổn định/tính cơ động;
- các thiết bị phụ, (đồ gá, phụ tùng).
Khi các biện pháp bảo vệ được đưa vào thiết kế, thì các chức năng và sự tương tác của chúng với các chức năng khác của máy cần được mô tả.
Sự đánh giá rủi ro nên bao gồm sự xem xét qua mỗi bộ phận chức năng, bảo đảm cho mỗi chế độ vận hành và tất cả các giai đoạn sử dụng được quan tâm một cách thích đáng, bao gồm tương tác giữa người và máy có liên quan đến các chức năng đã biết hoặc các bộ phận chức năng.
5.2.3. Sử dụng máy
Bằng cách xem xét đến tất cả những người mà tương tác với máy trong một môi trường đã cho (ví dụ, nhà máy, trong gia đình), việc sử dụng máy có thể được mô tả dưới dạng các công việc gắn liền với sử dụng máy đúng dự định và sử dụng máy sai quy cách hợp lý thấy trước.
CHÚ THÍCH: Xem Bảng A.3, TCVN 7301-1 : 2008 về danh sách các công việc điển hình/chung của máy.
Người thiết kế, người sử dụng và người hợp nhất máy nên liên lạc với nhau khi có thể để bảo đảm rằng tất cả các công việc sử dụng máy, bao gồm cả sử dụng sai quy cách hợp lý thấy trước được nhận biết. Do đó việc phân tích các công việc và tình trạng làm việc nên đòi hỏi phải có nhân viên vận hành và bảo dưỡng. Cũng nên quan tâm đến các yêu cầu sau:
a) thông tin cho sử dụng được cung cấp cùng với máy;
b) cách dễ nhất hoặc nhanh nhất để thực hiện công việc có thể khác với các công việc quy định trong các hướng dẫn sử dụng, các thủ tục và lời chỉ dẫn;
c) tập tính phản xạ của người khi đối mặt với sự trục trặc, sự cố hoặc hư hỏng trong quá trình sử dụng máy;
d) sai sót của con người.
5.3. Nhận biết mối nguy hiểm
CHÚ THÍCH: Xem Điều 6, TCVN 7301-1 : 2008.
5.3.1. Yêu cầu chung
Mục tiêu của nhận biết mối nguy hiểm là lập ra danh sách các mối nguy hiểm, các tình trạng nguy hiểm và sự kiện nguy hiểm cho phép mô tả viễn cảnh tai nạn có thể xảy ra dưới dạng một tình trạng nguy hiểm có thể dẫn đến tổn hại khi nào và như thế nào. Xuất phát điểm có ích cho nhận biết các mối nguy hiểm có liên quan là Phụ lục A, TCVN 7301-1 : 2008, và có thể được sử dụng như một danh mục kiểm tra chung. Các nguồn khác để nhận biết mối nguy hiểm có thể dựa trên cơ sở thông tin được chỉ dẫn trong 4.2, TCVN 7301-1 : 2008.
CHÚ THÍCH 1: A.2 đưa ra sự nhận biết mối nguy hiểm làm ví dụ khi sử dụng các biểu mẫu.
Có thể có ích đối với cả sự nhận biết mối nguy hiểm và dự tính trước các biện pháp bảo vệ khi viện dẫn các tiêu chuẩn có liên quan đến mối nguy hiểm riêng hoặc kiểu máy riêng.
CHÚ THÍCH 2: Ví dụ một tiêu chuẩn liên quan đến mối nguy hiểm riêng là IEC 60204-1, tiêu chuẩn này xử lý các mối nguy hiểm điện.
CHÚ THÍCH 3: Ví dụ tiêu chuẩn riêng về máy là ISO 10218, có liên quan đến an toàn của rô bốt ISO 11111, liên quan đến máy dệt, và ISO 3691 liên quan đến xe tải công nghiệp.
Nhận biết mối nguy hiểm là bước quan trọng nhất trong bất cứ sự đánh giá rủi ro nào. Chỉ khi nào một mối nguy hiểm được nhận biết thì mới có thể có hành động để giảm rủi ro gắn liền với nó, xem Điều 6. Các mối nguy hiểm không được nhận biết có thể dẫn đến tổn hại. Do đó, điều hết sức quan trọng để bảo đảm rằng sự nhận biết mối nguy hiểm là có tính hệ thống và toàn diện khi tính đến các khía cạnh có liên quan được mô tả trong 7.3, TCVN 7301-1 : 2008.
5.3.2. Các phương pháp nhận biết mối nguy hiểm
Các phương pháp hoặc công cụ có hiệu quả nhất là các phương pháp hoặc công cụ có cấu trúc để đảm bảo tất cả các giai đoạn trong chu kỳ tuổi thọ của máy, tất cả các chế độ vận hành, tất cả các chức năng và tất cả các công việc gắn liền với máy được kiểm tra xem xét kỹ lưỡng.
Có thể dùng các phương pháp khác nhau cho sự nhận biết mối nguy hiểm có cấu trúc. Thông thường, theo một trong hai phương pháp được mô tả dưới đây (xem Hình 1):
Hình 1 – Các phương pháp từ trên xuống và từ dưới lên
Phương pháp từ trên xuống là phương pháp lấy điểm bắt đầu của nó như một danh mục kiểm tra các hậu quả tiềm tàng [ví dụ, cắt, nghiền nát, mất khả năng nghe – xem các hậu quả tiềm tàng trong Bảng A.1 và Bảng A.2, TCVN 7301-1 : 2008 và xác lập xem có thể gây ra tổn hại như thế nào (làm trở lại sự kiện nguy hiểm đến tình trạng nguy hiểm và sau đó là bản thân mối nguy hiểm). Mỗi khoản mục trong danh mục kiểm tra được áp dụng cho mỗi giai đoạn sử dụng máy và mỗi bộ phận/chức năng và/hoặc công việc. Một trong các điều bất lợi của phương pháp từ trên xuống là sự tin cậy của nhóm đánh giá đối với danh mục kiểm tra và danh mục này có thể không đầy đủ. Một nhóm đánh giá thiếu kinh nghiệm sẽ không đánh giá được vấn đề này một cách thích hợp. Do đó, không nên giải thích danh mục kiểm tra như là một danh mục toàn diện và nên khuyến khích sự suy nghĩ sáng tạo vượt ra ngoài danh mục.
Phương pháp từ dưới lên bắt đầu bằng việc xem xét tất cả các mối nguy hiểm và quan tâm đến tất cả các cách thức có thể có mà một cái gì đó có thể bị hư hỏng trong một tình trạng nguy hiểm xác định (ví dụ, hư hỏng của bộ phận, sai sót của con người, sự trục trặc hoặc hoạt động bất ngờ của máy) và sự hư hỏng này có thể dẫn đến tổn hại như thế nào. Xem các Bảng A.1 và A.2, TCVN 7301-1 : 2008. Phương pháp từ dưới lên có thể toàn diện và tỉ mỉ hơn phương pháp từ trên xuống nhưng cũng có thể rất mất thời gian.
5.3.3. Ghi thông tin
Nên ghi lại sự nhận biết mối nguy hiểm khi nó đang tiến triển. Bất cứ hệ thống nào để ghi thông tin nên được tổ chức sao cho các nội dung sau đây được mô tả rõ ràng:
a) mối nguy hiểm và vị trí của nó (vùng nguy hiểm);
b) tình trạng nguy hiểm, chỉ thị những loại người khác nhau (như nhân viên bảo dưỡng, người vận hành, người đi qua) và các công việc hoặc hoạt động mà họ phải thực hiện khi phơi ra trước mối nguy hiểm;
c) tình trạng nguy hiểm có thể dẫn đến tổn hại do kết quả của một sự kiện nguy hiểm hoặc phơi ra trước nguy hiểm trong thời gian dài như thế nào.
Đôi khi, ở giai đoạn này của quy trình đánh giá rủi ro cũng có thể dự tính trước và ghi lại các thông tin sau:
d) tính chất và sự nghiêm trọng của tổn hại (các hậu quả) trong máy – tổn hại riêng (ví dụ, các ngón tay bị đè nát do hành trình đi xuống của máy ép khi điều chỉnh chi tiết gia công) nhiều hơn là các tổn hại chung (ví dụ nghiền nát người);
e) có các biện pháp bảo vệ và hiệu quả của chúng.
5.3.4. Suy nghĩ sáng tạo
Xem xét chi tiết các khả năng, sự nghiêm trọng của các hậu quả hoặc thiết kế các biện pháp bảo vệ đã ngăn cản sự suy nghĩ sáng tạo trong giai đoạn này của quy trình đánh giá rủi ro. Suy nghĩ sáng tạo nên được thực hiện sau cùng trong dự đoán rủi ro, đánh giá mức rủi ro và giảm rủi ro.
5.3.5. Ví dụ về một phương tiện để nhận biết mối nguy hiểm
Để áp dụng chi tiết hơn trong thực hành, xem ví dụ gia công trong A.2.
5.4. Dự đoán rủi ro
CHÚ THÍCH: Xem Điều 7, TCVN 7301-1 : 2008.
5.4.1. Yêu cầu chung
Theo định nghĩa, hai yếu tố chính của rủi ro là sự nghiêm trọng của tổn hại và xác suất xảy ra sự nghiêm trọng của tổn hại. Mục đích của sự dự đoán rủi ro (xem Hình 2, TCVN 7301-1 : 2008) là xác định rủi ro cao nhất nảy sinh từ mỗi tình trạng nguy hiểm hoặc viễn cảnh của tai nạn. Rủi ro được dự đoán thường được biểu thị là một mức, một chỉ số hoặc số điểm.
Có nhiều phương pháp khác nhau để dự đoán rủi ro, từ phương pháp đơn giản, định tính đến phương pháp chi tiết, có tính định lượng. Các đặc điểm chủ yếu của phương pháp này được mô tả dưới đây.
5.4.2. Sự nghiêm trọng của tổn hại
CHÚ THÍCH 1: Xem 7.2.2, TCVN 7301-1 : 2008.
Mỗi sự kiện nguy hiểm đều có tiềm năng dẫn đến sự nghiêm trọng khác nhau của tổn hại. Tuy nhiên, thông thường các phương tiện chỉ sử dụng một sự nghiêm trọng cho tổn hại tiềm tàng đối với mỗi mối nguy hiểm sao cho người phân tích sẽ lựa chọn mối nguy hiểm tạo ra rủi ro cao nhất. Điều quan trọng là phải quan tâm đến sự nghiêm trọng tồi tệ nhất của tổn hại có khả năng xảy ra. Tuy nhiên, xác suất của sự nghiêm trọng tồi tệ nhất của tổn hại có thể thấp hơn nhiều so với xác suất của sự nghiêm trọng thực tế hơn nhưng lại thấp hơn của tổn hại.
Hơn nữa, việc lựa chọn chỉ một sự nghiêm trọng của tổn hại được xem là luôn luôn không dễ dàng. Sự nghiêm trọng nhất rất có thể là không chắc xảy ra và rất có thể xảy ra nghiêm trọng ở mức thấp nhất khiến cho việc sử dụng các sự nghiêm trọng này sẽ dẫn đến việc dự đoán rủi ro không thích hợp. Ví dụ, hầu hết đều tin rằng chết người là sự nghiêm trọng tồi tệ nhất của tổn hại: một vết cắt đơn giản có thể làm chết người nếu nó bị nhiễm khuẩn hoặc vết cắt qua động mạch; tuy nhiên, mặc dù khả năng của một vết cắt là cao song chết người thường có khả năng nhỏ. Do đó một phạm vi các sự nghiêm trọng tiêu biểu có thể giúp đỡ cho dự đoán rủi ro và chỉ sử dụng sự nghiêm trọng tạo ra rủi ro cao nhất.
CHÚ THÍCH 2: Thông thường, năng lượng của mối nguy hiểm càng thấp thì sự nghiêm trọng của tổn hại tiềm tàng có liên quan càng thấp. Sự nghiêm trọng của tổn hại tiềm tàng cũng có thể có liên quan đến phần thân thể bị phơi ra, ví dụ, mối nguy hiểm có thể gây ra thương tích bị đè bẹp thường dẫn đến tử vong nếu toàn bộ thân thể hoặc đầu bị phơi ra trước mối nguy hiểm.
Đối với các ví dụ về các cách khác nhau để phân loại sự nghiêm trọng, xem các phương pháp dự đoán rủi ro được nêu trong Phụ lục B.
5.4.3. Khả năng xảy ra tổn hại
CHÚ THÍCH: Xem 7.2.3, TCVN 7301-1 : 2008.
5.4.3.1. Yêu cầu chung
Tất cả các phương pháp dự đoán rủi ro nên yêu cầu sự dự đoán khả năng xảy ra tổn hại bằng cách xem xét:
a) con người bị phơi ra trước mối nguy hiểm (xem 7.2.3.2, TCVN 7301-1 : 2008),
b) khả năng xảy ra sự kiện nguy hiểm [xem 7.2.3.3, TCVN 7301-1 : 2008, và
c) các khả năng của kỹ thuật và con người để tránh hoặc hạn chế tổn hại [xem 7.2.3.4 TCVN 7301-1 : 2008.
Một tình trạng nguy hiểm tồn tại khi một hoặc nhiều người bị phơi ra trước một mối nguy hiểm. Tổn hại xảy ra là kết quả của một sự kiện nguy hiểm như đã minh họa trên Hình 2.
Khi dự đoán khả năng xảy ra của tổn hại, cũng nên quan tâm đến các khía cạnh có liên quan được mô tả trong 7.3, TCVN 7301-1 : 2008.
Hình 2 – Các điều kiện xảy ra tổn hại
5.4.3.2. Khả năng xảy ra sự tổn hại tích lũy (về sức khỏe)
Các tình trạng nguy hiểm dẫn đến tổn hại do bị phơi ra trong thời gian dài (như viêm da, hen suyễn nghề nghiệp, điếc, tổn thương do sự căng thẳng lặp lại) cần được xử lý khác so với tình trạng dẫn đến tổn hại đột ngột (như các vết cắt, gãy xương, sự cắt cụt hoặc các vấn đề về hô hấp trong thời gian ngắn).
Khả năng xảy ra tổn hại phụ thuộc vào việc con người bị phơi ra trong thời gian dài trước mối nguy hiểm. Do đó, vượt qua một mức nào đó của việc phơi ra trước mối nguy hiểm thì sự phơi ra trong thời gian dài có thể dẫn đến thiệt hại về sức khỏe, có thể được coi là sự kiện nguy hiểm.
Tổng liều lượng có thể được cấu thành bởi số lần bị phơi ra, khoảng thời gian khác nhau của các lần phơi ra. Ví dụ:
- đối với tổn hại về hô hấp, liều lượng phụ thuộc vào nồng độ của chất hít phải;
- đối với mất khả năng thính giác, liều lượng phụ thuộc vào các mức tiếng ồn;
- đối với các tổn thương do căng thẳng lặp lại, liều lượng phụ thuộc vào sự căng thẳng có liên quan và sự lặp lại của hoạt động.
Sự khác nhau giữa tổn hại gây ra một cách đột ngột và tổn hại do bị phơi ra trong thời gian kéo dài trước mối nguy hiểm có thể được minh họa bởi hai nguyên nhân khác nhau của sự tổn thương trở lại thấp hơn. Nguyên nhân thứ nhất có thể được gây ra ngay lập tức khi mang một lượng quá nặng. Nguyên nhân thứ hai có thể được gây ra bởi sự điều khiển lặp lại một lượng tương đối nhẹ.
5.4.4. Các công cụ dự đoán rủi ro
5.4.4.1. Yêu cầu chung
Để hỗ trợ cho quá trình dự đoán rủi ro, có thể lựa chọn và sử dụng một công cụ dự đoán rủi ro. Hầu hết các công cụ dự đoán rủi ro sẵn có đều sử dụng một trong các phương pháp sau:
- ma trận rủi ro;
- sơ đồ rủi ro;
- cho điểm rủi ro;
- dự đoán số lượng rủi ro.
Cũng có các công cụ hỗn hợp sử dụng sự kết hợp các phương pháp.
Sự lựa chọn công cụ dự đoán rủi ro riêng ít quan trọng hơn bản thân quá trình dự đoán rủi ro. Lợi ích của đánh giá rủi ro đạt được bởi quy tắc của quá trình hơn là độ chính xác tuyệt đối của các kết quả miễn là cần quan tâm đầy đủ đến tất cả các yếu tố rủi ro theo 7.2, TCVN 7301-1 : 2008. Hơn nữa, cần hướng vào các cố gắng làm giảm rủi ro hơn là mong muốn đạt được độ chính xác tuyệt đối trong dự đoán rủi ro.
Bất cứ công cụ dự đoán rủi ro nào, dù là định tính hay định lượng cũng nên xử lý ít nhất là hai thông số mô tả các yếu tố rủi ro. Một trong các thông số này là sự nghiêm trọng của tổn hại (xem 5.2.4); thông qua sự liên quan đến một số công cụ, thông số này có thể là tần suất của tổn hại hoặc được xem xét. Thông số kia là khả năng xảy ra tổn hại được xem xét (xem 5.4.3).
Một số công cụ hoặc phương pháp đã đưa vào các thông số hai yếu tố con người bị phơi ra trước mối nguy hiểm và khả năng xảy ra sự kiện nguy hiểm và khả năng của cá nhân để tránh hoặc hạn chế tổn hại (xem 7.2, TCVN 7301-1 : 2008).
Với công cụ dự đoán rủi ro riêng cần chọn loại công cụ cho mỗi thông số để phù hợp nhất với tình trạng nguy hiểm/sự kiện nguy hiểm (nghĩa là viễn cảnh tai nạn). Sau đó các loại được lựa chọn kết hợp lại khi sử dụng phép toán số học đơn giản, các bảng, các biểu đồ hoặc giản đồ để dự đoán rủi ro.
Các công cụ định lượng được sử dụng để dự đoán tần suất (nghĩa là số lần trong năm) hoặc khả năng (trong một khoảng thời gian quy định) xảy ra sự nghiêm trọng riêng của tổn hại.
Thông thường, người thiết kế chỉ có thể xác định rằng rủi ro đã được giảm đi tới mức có thể thực hiện được hoặc mục tiêu của việc giảm rủi ro đã đạt được.
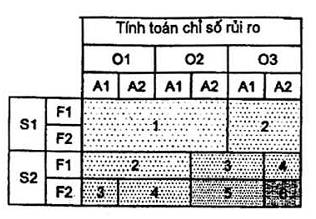
5.4.4.2. Ma trận rủi ro
Ma trận rủi ro là một bảng có nhiều chiều cho phép kết hợp bất cứ loại nghiêm trọng nào của tổn hại (xem 5.4.2) với bất cứ loại khả năng xảy ra nào của tổn hại này (xem 5.4.3). Các ma trận phổ biến hơn là các ma trận hai chiều nhưng một ma trận có thể có bốn chiều.
Việc sử dụng ma trận rủi ro là đơn giản. Đối với mỗi tình trạng nguy hiểm đã được nhận biết, cần chọn một loại ma trận cho mỗi thông số dựa trên các định nghĩa đã cho. Nội dung của ô mà ở đó các cột và hàng của mỗi loại ma trận được chọn giao nhau sẽ cho mức rủi ro được dự đoán đối với tình trạng nguy hiểm đã được nhận biết. Nội dung này có thể được biểu thị như một chỉ số (ví dụ, từ 1 đến 6 hoặc A đến D) hoặc một từ định tính như “thấp”, “trung bình”, “cao” hoặc từ tương tự khác.
Số lượng các ô có thể thay đổi trong phạm vi rất rộng, từ rất nhỏ (ví dụ, bốn ô) đến rất lớn (ví dụ, 36 ô). Các ô có thể được lập thành nhóm để giảm số lượng các hệ thống phân loại rủi ro. Hệ thống phân loại A khi được sử dụng số ô quá ít sẽ không có ích khi quyết định các biện pháp bảo vệ bảo đảm cho giảm rủi ro tới mức thích hợp. Số lượng ô quá nhiều có thể dẫn đến sự phức tạp trong sử dụng ma trận.
Có nhiều ma trận khác nhau để dự đoán rủi ro. Một ví dụ được giới thiệu trong A.3.
5.4.4.3. Sơ đồ rủi ro
Sơ đồ rủi ro là đồ thị dạng cây. Mỗi nút trên đồ thị tương ứng với một thông số rủi ro (sự nghiêm trọng, khả năng xảy ra v.v…) và mỗi nhánh từ một nút tương ứng với một loại thông số (ví dụ, sự ít nghiêm trọng hoặc sự rất nghiêm trọng).
Đối với mỗi tình trạng nguy hiểm, một loại nên được phân cấp cho mỗi thông số. Đường đi trên sơ đồ rủi ro được xuất phát từ điểm khởi đầu. Tại mỗi điểm, đường đi tiếp tục trên nhánh thích hợp phù hợp với loại được lựa chọn. Các điểm của nhánh cuối cùng đi tới mức hoặc chỉ số rủi ro gắn với sự kết hợp của các loại (nhánh) đã được lựa chọn. Kết quả cuối cùng là một mức hoặc chỉ số rủi ro được hạn chế bởi các thuật ngữ như “cao”, “trung bình”, “thấp”, một số, ví dụ 1 đến 6 hoặc một chữ cái, ví dụ A đến F.
Các sơ đồ rủi ro được dùng để minh họa lượng giảm rủi ro được cung cấp bởi biện pháp bảo vệ và bởi thông số rủi ro chịu tác động của biện pháp bảo vệ này.
Các sơ đồ rủi ro sẽ trở nên rất cồng kềnh và phức tạp nếu có nhiều hơn hai nhánh cho nhiều hơn một thông số rủi ro. Vì lẽ đó, các phương pháp hỗn hợp sẽ kết hợp một sơ đồ rủi ro với một ma trận cho một trong các thông số, xem 5.4.4.6.
Ví dụ về một sơ đồ rủi ro được giới thiệu trong A.4.
5.4.4.4. Cho điểm
Các công cụ cho điểm có hai đến bốn thông số được đưa vào trong một số loại theo các cách tương tự như đối với các ma trận rủi ro và sơ đồ rủi ro. Tuy nhiên. Các trị số khác nhau, có thể từ 1 đến 20, được gắn với các loại thay cho thuật ngữ định tính. Chọn một loại cho mỗi thông số và sau đó kết hợp với các trị số tương ứng (ví dụ, bằng phép cộng và/hoặc nhân) để có điểm số cho rủi ro được dự đoán. Trong một số trường hợp, các trị số này được trình bày trong các bảng và việc sử dụng các bảng hoàn toàn tương tự như sử dụng một ma trận (xem 5.4.4.2).
Các hệ thống cho điểm cho phép dự đoán các thông số một cách dễ dàng và rành mạch. Việc sử dụng các chữ số có thể tạo ra một ấn tượng khách quan về mức rủi ro dẫu rằng việc phân chia các điểm số cho mỗi yếu tố rủi ro có tính chủ quan khá cao. Tuy nhiên điều này sẽ không còn có tác dụng nhiều bằng cách tập hợp thành nhóm các điểm số trong hệ thống phân loại rủi ro theo định tính như là cao, trung bình và thấp.
Có nhiều phương thức cho điểm khác nhau dùng để dự đoán rủi ro. Ví dụ về cho điểm được nêu trong A.5.
5.4.4.5. Dự đoán rủi ro theo định lượng
Tất cả các phương pháp nêu trên về bản chất là định tính. Mặc dù các trị số được sử dụng với một số công cụ đã biểu thị bằng số các mức rủi ro, nhưng bản chất của chúng chủ yếu vẫn là định tính. Không có các dữ liệu chuẩn chung và một mức rủi ro được dự đoán bằng số khi sử dụng một công cụ không thể so sánh trực tiếp với một mức rủi ro được dự đoán khi sử dụng một công cụ khác.
Dự đoán rủi ro theo định lượng bao gồm sự tính toán theo các dữ liệu sẵn có với độ chính xác thích hợp, khả năng của một hậu quả riêng xảy ra trong một khoảng thời gian riêng. Rủi ro thường được biểu thị bằng tần số người chết hàng năm. Dự đoán rủi ro theo định lượng cho phép so sánh rủi ro tính toán với các chuẩn cứ có liên quan đến số người chết hàng năm hoặc số liệu thống kê về tai nạn. Nó cho phép đánh giá các biện pháp giảm rủi ro dưới dạng các biện pháp này sẽ giảm được rủi ro tới mức nào để có thể lựa chọn được giải pháp có hiệu quả nhất. Khác với các phương pháp định tính để dự đoán rủi ro từ mỗi tình trạng nguy hiểm tách biệt, dự đoán rủi ro theo định lượng thường được sử dụng để dự đoán toàn bộ rủi ro từ tất cả các nguồn đến một cá nhân.
Tại thời điểm biên soạn tiêu chuẩn ISO 14121-2 : 2007, các báo cáo thống kê về sức khỏe đã đưa ra các dự đoán rủi ro đối với tổn hại có liên quan đến máy theo cách rất chung chung. Điển hình là các nguồn này cung cấp thông tin về toàn bộ các tổn thương trên một kiểu máy trong một khoảng thời gian riêng. Tuy nhiên, nếu được thực hiện đúng thì sự dự đoán rủi ro theo định lượng bảo đảm một sự phân tích rất toàn diện giúp cho có thể hiểu rõ và chính xác về một tình trạng nguy hiểm có thể phát triển dẫn đến tổn hại như thế nào. Điều này có thể nảy sinh nhiều ý tưởng về sự lựa chọn cách giảm rủi ro và bảo đảm rằng các biện pháp bảo vệ được lựa chọn với sự hiểu biết đầy đủ về sự tổn hại có thể xảy ra như thế nào. Dự đoán rủi ro theo định lượng cũng cho phép so sánh rủi ro bằng số liệu giữa một biện pháp bảo vệ này với biện pháp bảo vệ khác khi tất cả các phương án khác là như nhau.
Dự đoán rủi ro theo định lượng cần có sự tập trung rất lớn về nguồn lực và kỹ năng thành thạo để thực hiện thành công. Nó cần đến mô hình chi tiết và toàn diện của chuỗi các sự kiện dẫn đến hậu quả xác định và phụ thuộc vào chất lượng của dữ liệu đối với các sự kiện cơ bản như hư hỏng một chi tiết của thiết bị hoặc khả năng sai sót của con người. Dự đoán rủi ro theo định lượng có thể là chủ quan và dễ dẫn đến sai sót.
Việc sử dụng các số nhỏ để biểu thị rủi ro như 1,54 x 10-4 có thể cho ấn tượng về độ chính xác cao trong khi thực tế thì có thể có độ không tin cậy đáng kể đối với các dữ liệu đã được sử dụng để tính toán rủi ro. Đây có thể là một thủ tục trong tính toán nhưng sẽ là không hợp lý khi sử dụng nhiều hơn một con số có nghĩa để biểu thị rủi ro.
Để giảm bớt khó khăn khi bắt đầu dự đoán rủi ro theo định lượng, tăng cường tính nhất quán, loại bỏ bớt tính chủ quan và giảm sai sót, có thể tham khảo hướng dẫn về các phương pháp dự đoán rủi ro theo định lượng được nêu trong A.6.
5.4.4.6. Công cụ hỗn hợp
Công cụ hỗn hợp kết hợp hai công cụ được mô tả ở trên. Thông thường, có các sơ đồ rủi ro trong đó chứa các ma trận hoặc hệ thống cho điểm cho một trong các yếu tố rủi ro. Một số giá trị định lượng cũng có thể được gắn vào bất cứ các phương pháp định tính nào bao gồm cả việc đưa ra các dải tần số cho các khả năng hoặc sự phơi ra trước mối nguy hiểm. Ví dụ, sự kiện “có thể” phơi ra biểu thị là một lần trong năm và sự phơi ra “cao” có thể được quy định như mỗi giờ một lần.
Ví dụ về công cụ hỗn hợp được nêu trong A.7.
5.5. Đánh giá mức rủi ro
CHÚ THÍCH: Xem Điều 8, TCVN 7301-1 : 2008.
Mục tiêu của đánh giá mức rủi ro là:
- quyết định các tình trạng nguy hiểm nào cần được giảm rủi ro thêm nữa, và
- xác định sự giảm rủi ro theo yêu cầu nào đã đạt được mà không tạo ra thêm các mối nguy hiểm hoặc tăng các rủi ro khác.
Một số tình trạng nguy hiểm có thể được loại trừ không phải xem xét thêm do có rủi ro cực kỳ thấp. Các tình trạng nguy hiểm tạo ra rủi ro đáng kể nên được giảm đi phù hợp với TCVN 7383. Đối với các tình trạng nguy hiểm tạo ra rủi ro cao, thì có thể sử dụng sự dự đoán rủi ro chi tiết hơn.
Nếu các tiêu chuẩn liên quan đến máy riêng hoặc mối nguy hiểm riêng (ví dụ IEC 60204-1 về các mối nguy hiểm điện) thì một phần của đánh giá mức rủi ro có thể bao gồm việc bảo đảm đạt được sự phù hợp với tiêu chuẩn, khi có tính đến bất cứ các hạn chế nào của các biện pháp bảo vệ có liên quan đến máy được đánh giá.
Là một phần của quy trình đánh giá mức rủi ro, các rủi ro gắn liền với máy hoặc các bộ phận của máy có thể được so sánh với các tiêu chuẩn có liên quan.
Ví dụ:
- giảm rủi ro bởi thiết kế an toàn vốn có, TCVN 7383-2 : 2004;
- che chắn bảo vệ thiết bị điện, IEC 60204-1;
- cấu trúc mạch điều khiển, TCVN 7384-1 : 2004;
- các khoảng cách tiếp cận an toàn, TCVN 6720 : 2000;
- nhiệt độ của các bề mặt sờ vào được, ISO 13732-1;
- các tiêu chuẩn về máy riêng, ví dụ các loạt máy dệt ISO 11111.
Theo quy tắc chung, rủi ro được dự đoán chỉ là rủi ro đưa vào để quyết định dừng quy trình lặp lại của giảm rủi ro. Quyết định này nên bao gồm các sự xem xét khác như là các quy định, luật, tổ chức công việc, quy trình kỹ thuật, các giới hạn về mặt kỹ thuật và tính kinh tế. Xem 8.2, TCVN 7301-1 : 2008.
Nên chú ý để không bỏ qua các biện pháp đơn giản và có hiệu quả để giảm các rủi ro tương đối thấp do chỉ tập trung vào các rủi ro cao nhất.
CHÚ THÍCH: Xem 8.2, TCVN 7301-1 : 2008 và TCVN 7383-2 : 2004.
6.1. Yêu cầu chung
Giảm rủi ro đạt được bằng cách thực hiện các biện pháp bảo vệ phù hợp với TCVN 7383, kết hợp với các kế hoạch tiến hành được triển khai trong quá trình đánh giá rủi ro. Trong quá trình giảm rủi ro cần có các quyết định về cần phải làm gì, ai làm, khi nào làm và chi phí ra sao.
Hiệu quả tương đối của các biện pháp bảo vệ khác nhau để giảm rủi ro được minh họa trong Bảng 1 mô tả các quá trình ra quyết định (xem 5.4, TCVN 7383-1 : 2004).
Bảng 1 – Hiệu quả của các biện pháp bảo vệ khác nhau để giảm rủi ro
|
Hoạt động ưu tiên |
Ưu tiên a |
Hoạt động khác |
|
Loại trừ mối nguy hiểm |
1 |
Giảm sự nghiêm trọng có thể của tổn hại liên quan đến mối nguy hiểm |
|
Loại trừ tình trạng nguy hiểm nghĩa là sự phơi ra của con người trước mối nguy hiểm |
2 |
Giảm tần suất và/hoặc giảm khoảng thời gian phơi |
|
Loại trừ các sự kiện nguy hiểm có thể có |
3 |
Giảm khả năng xảy ra các sự kiện nguy hiểm có thể có |
|
Thực hiện các biện pháp để tránh tổn hại |
4 |
Thực hiện các biện pháp để hạn chế tổn hại |
|
a 1 là quyền ưu tiên cao nhất. |
||
Dưới đây là các loại biện pháp bảo vệ khác nhau theo thứ tự về tính hiệu quả. Các giải thích mô tả ảnh hưởng của các loại biện pháp đến việc giảm yếu tố rủi ro riêng.
CHÚ THÍCH: Thông tin này chỉ dùng minh họa các mục đích, do đó chưa được toàn diện. Để có thông tin chi tiết hơn, xem TCVN 7383-2 : 2004.
6.2. Loại trừ các mối nguy hiểm bằng thiết kế
CHÚ THÍCH: Xem Điều 4 TCVN 7383-1 : 2004.
Bước thứ nhất trong quy trình giảm rủi ro là loại trừ mối nguy hiểm bằng thiết kế. Loại trừ các mối nguy hiểm bằng thiết kế là phương pháp hiệu quả nhất để giảm rủi ro bởi vì phương pháp này đã loại bỏ được nguồn gốc của tổn hại. Sau đây là ví dụ về các phương pháp để loại trừ mối nguy hiểm:
- thay thế các vật liệu và các chất nguy hiểm;
- sửa đổi các đặc điểm vật lý (ví dụ, loại bỏ các cạnh sắc và các điểm nhọn);
- loại bỏ các hoạt động lặp lại và các tư thế có hại cho sức khỏe.
6.3. Giảm rủi ro bằng thiết kế
Nếu các mối nguy hiểm không thể loại trừ được bằng thiết kế thì nên giảm các rủi ro bằng các đặc điểm thiết kế hoặc sự tương tác của bản thân cá nhân với máy.
Ví dụ về các phương pháp giảm rủi ro bằng thiết kế mà tác động lớn nhất của nó ảnh hưởng đến sự nghiêm trọng của tổn hại là:
- giảm năng lượng (ví dụ, lực nhỏ hơn, áp suất thủy lực/khí nén thấp hơn, chiều cao làm việc giảm đi, vận tốc giảm đi);
- sử dụng thiết bị kỹ thuật an toàn để ngăn ngừa/giảm mối nguy hiểm (ví dụ, hệ thống thông gió ngăn ngừa sự phát nổ/giảm hơi nguy hiểm).
Ví dụ về các phương pháp giảm rủi ro bằng thiết kế mà tác động lớn nhất của nó ảnh hưởng đến việc bị phơi ra trước mối nguy hiểm là:
- giảm sự cần thiết phải ở trong tình trạng nguy hiểm (hạn chế thời gian bị phơi ra trước mối nguy hiểm bằng cơ khí hóa hoặc tự động hóa việc chất tải/dỡ tải hoặc các chuyển động tiến; vị trí chỉnh đặt và các điểm bảo dưỡng ở ngoài vùng nguy hiểm);
- định vị lại các nguồn tổn hại.
Ví dụ về các phương pháp giảm rủi ro bằng thiết kế mà tác động lớn nhất của nó ảnh hưởng đến việc xảy ra sự kiện nguy hiểm là:
- nâng cao độ tin cậy các bộ phận của máy (các bộ phận cơ khí, điện/điện tử và thủy lực/khí nén);
- áp dụng các biện pháp thiết kế an toàn để bảo đảm an toàn cho các chi tiết liên quan của các hệ thống điều khiển (các nguyên tắc an toàn cơ bản, các nguyên tắc an toàn đáng tin cậy và/hoặc các bộ phận, sự dư thừa độ bền).
6.4. Che chắn bảo vệ
Nếu các mối nguy hiểm không thể loại trừ được hoặc các rủi ro không thể giảm đi một cách thích hợp bằng các biện pháp thiết kế thì nên áp dụng sự che chắn bảo vệ (rào chắn và các biện pháp bảo vệ) để hạn chế sự phơi ra trước các mối nguy hiểm, hạ thấp khả năng của sự kiện nguy hiểm hoặc nâng cao khả năng tránh hoặc hạn chế tổn hại.
Khi rủi ro được giảm đi với việc sử dụng các rào chắn như các loại rào chắn được liệt kê trong các mục a) và b) bên dưới, sẽ có sự tác động nhỏ đến sự nghiêm trọng của tổn hại. Tác động lớn nhất sẽ ảnh hưởng đến việc bị phơi ra trước mối nguy hiểm (với điều kiện rào chắn được sử dụng theo dự định và đang thực hiện đúng chức năng) (xem 5.2 đến 5.4, TCVN 7383-2 : 2004.
a) các rào chắn cố định, sự dựng hàng rào hoặc các hàng rào để ngăn ngừa sự tiếp cận các vùng nguy hiểm;
b) các rào chắn khóa liên động ngăn ngừa sự tiếp cận các vùng nguy hiểm (ví dụ, các khóa liên động có hoặc không khóa rào chắn, các then khóa liên động).
Khi rủi ro được giảm đi với việc sử dụng các rào chắn như các loại rào chắn được liệt kê trong các mục c), d) và e) bên dưới thì sẽ có sự tác động nhỏ đến sự nghiêm trọng của tổn hại. Tác động lớn nhất sẽ ảnh hưởng đến sự xảy ra sự kiện nguy hiểm với tác động nhỏ đến sự phơi ra trước mối nguy hiểm:
c) thiết bị bảo vệ kiểm cảm biến để phát hiện người đang đi vào, hoặc sự có mặt trong vùng nguy hiểm (ví dụ, các màn ánh sáng, các màng nhạy áp lực);
d) các cơ cấu gắn với các chức năng liên quan đến an toàn của hệ thống điều khiển của máy (ví dụ, cơ cấu điều khiển thích nghi, cơ cấu điều khiển chuyển động hạn chế, cơ cấu điều khiển duy trì hành trình);
e) các cơ cấu giới hạn (ví dụ, các cơ cấu giới hạn momen và sự quá tải, các cơ cấu giới hạn áp suất hoặc nhiệt độ, các công tắc quá vận tốc, các cơ cấu giám sát sự phát thải).
6.5. Các biện pháp bảo vệ bổ sung
Khi các biện pháp thiết kế hoặc che chắn bảo vệ không đáp ứng được mục tiêu giảm rủi ro thì có thể sử dụng các biện pháp bảo vệ bổ sung để đạt được việc giảm thêm rủi ro. Ví dụ về các biện pháp bảo vệ bổ sung mà tác động lớn nhất của chúng sẽ ảnh hưởng đến khả năng tránh hoặc hạn chế tổn hại là:
- dừng khẩn cấp (xem 5.5.2, TCVN 7383-3 : 2004);
- các biện pháp để thoát hiểm và cứu những người bị mắc kẹt (xem 5.5.3, TCVN 7383-2 : 2004);
- các biện pháp để tiếp cận máy an toàn (xem 5.5.6, TCVN 7383-2 : 2004);
- các phương tiện để điều khiển các máy an toàn và dễ dàng cũng như các bộ phận, chi tiết hạng nặng của chúng (xem 4.8.3, TCVN 7383-2 : 2004).
Các biện pháp bảo vệ bổ sung mà tác động lớn nhất của chúng sẽ ảnh hưởng đến việc bị phơi ra trước mối nguy hiểm là các biện pháp để cách ly và làm tiêu tan năng lượng (ví dụ, các van hoặc công tắc cách ly, các cơ cấu khóa, các khối chêm cơ khí để ngăn ngừa chuyển động).
6.6. Thông tin cho sử dụng
CHÚ THÍCH: Xem Điều 6, TCVN 7383-1 : 2004.
6.6.1. Yêu cầu chung
Nhà cung cấp nên cảnh báo người sử dụng về thông tin sử dụng đối với các rủi ro còn lại sau khi đã giảm rủi ro bằng thiết kế và che chắn bảo vệ.
Thông tin cho sử dụng bao gồm:
- Thông tin được cung cấp trên máy;
- tài liệu được cung cấp theo máy.
6.6.2. Thông tin được cung cấp trên máy
Thông tin cho sử dụng được cung cấp trên máy bao gồm:
a) các tín hiệu cảnh báo (hình ảnh);
b) các dấu hiệu và nhãn cho sử dụng an toàn (ví dụ, vận tốc lớn nhất của các bộ phận quay, tải trọng làm việc lớn nhất, dữ liệu điều chỉnh rào chắn, mã màu);
c) các tín hiệu nghe hoặc nhìn (ví dụ, còi, chuông, nhấp nháy, đèn);
d) các cơ cấu cảnh báo khác (ví dụ, các barie cảnh báo, rung động).
Thông tin cho sử dụng chỉ tác động đến khả năng tránh tổn hại.
6.6.3. Tài liệu được cung cấp theo máy
Tài liệu được cung cấp theo máy bao gồm:
a) các sổ tay hướng dẫn sử dụng;
b) các bản kê dữ liệu kỹ thuật.
6.7. Đào tạo
Nhà cung cấp nên đưa ra các nội dung chi tiết trong sổ tay hướng dẫn sử dụng về mọi sự đào tạo hướng dẫn cần thiết để bảo đảm cho các cá nhân biết cách sử dụng máy đúng và áp dụng mọi biện pháp bảo vệ. Sự đào tạo và năng lực là yếu tố quan trọng nhất khi hiệu quả của biện pháp bảo vệ phụ thuộc vào cách ứng xử của con người. Sự đào tạo nên bao gồm nhưng không bị hạn chế các nội dung sau:
- thông tin cho sử dụng được cung cấp theo máy;
- thông tin cho sử dụng do người sử dụng phát triển;
- đào tạo, chuyên môn hóa do nhà cung cấp cung cấp, nếu có;
- đào tạo, chuyên môn hóa do người sử dụng cung cấp.
Xem xét và kiểm tra thường xuyên hiệu quả của đào tạo là cần thiết để bảo đảm hiệu quả lâu dài của việc đào tạo. Đào tạo và thực hiện nghiêm cách ứng xử đúng cũng rất quan trọng. Đào tạo có tác động chủ yếu đến khả năng của các cá nhân để tránh tổn hại và cũng có thể giảm sự phơi ra trước các mối nguy hiểm và khả năng xảy ra sự kiện nguy hiểm.
6.8. Trang bị bảo vệ cá nhân
Nhà cung cấp nên đưa ra các nội dung chi tiết trong sổ tay hướng dẫn sử dụng đối với mọi trang bị bảo vệ cá nhân được sử dụng để bảo vệ các cá nhân tránh các mối nguy hiểm gắn liền với rủi ro còn dư. Ví dụ về sử dụng chung trang bị bảo vệ cá nhân là:
- bảo vệ thính giác;
- kính an toàn/kính bảo vệ mắt;
- mặt nạ;
- máy thở;
- găng tay;
- quần áo bảo hộ (ví dụ, chống nhiệt, phun hóa chất, cắt đứt);
- mũ cứng.
Độ tin cậy và bảo dưỡng các trang bị bảo vệ cá nhân là rất quan trọng để bảo đảm hiệu quả lâu dài của các trang bị này. Đào tạo và thực hiện nghiêm việc sử dụng đúng cũng rất quan trọng. Việc lựa chọn bất cứ trang bị bảo vệ cá nhân nào cũng nên tiến hành cẩn thận, cần ưu tiên tham vấn của những người được bảo vệ, có tính đến các nhu cầu sử dụng như thuận tiện, khoảng thời gian và tần suất sử dụng, và khả năng đáp ứng các phương pháp làm việc, v.v…
Trang bị bảo vệ cá nhân tác động đến khả năng tránh hoặc hạn chế tổn hại.
6.9. Quy trình vận hành tiêu chuẩn
Nhà cung cấp nên đưa ra các nội dung chi tiết trong sổ tay hướng dẫn sử dụng mọi quy trình vận hành tiêu chuẩn mà người sử dụng cần tuân theo để vận hành hoặc bảo dưỡng máy. Các quy trình này có thể bao gồm:
- lập kế hoạch và tổ chức công việc;
- làm sáng tỏ/hài hòa các công việc, ủy quyền, trách nhiệm;
- giám sát;
- quy trình khóa;
- các phương pháp và quy trình vận hành an toàn.
CHÚ THÍCH: Khi việc giảm rủi ro đạt được bằng các biện pháp tổ chức thì điều quan trọng là phải cố gắng đảm bảo cho các biện pháp này phải được tuân theo và không thể có sự né tránh.
CHÚ THÍCH: Xem 5.5, TCVN 7383-1 : 2004.
Khi các biện pháp bảo vệ đã được hợp nhất, để giảm rủi ro thì tất cả các giai đoạn đánh giá rủi ro nên được lặp lại để kiểm tra xem:
- có các thay đổi nào để giới hạn máy không;
- có các mối nguy hiểm nào mới hoặc các tình trạng nguy hiểm nào mới đã được tạo ra hay không;
- các rủi ro từ bất cứ tình trạng nguy hiểm nào hiện có có tăng lên hay không;
- các biện pháp bảo vệ đã giảm được rủi ro đủ mức hay chưa;
- có cần đến bất cứ biện pháp bảo vệ bổ sung nào nữa hay không;
- các mục tiêu giảm rủi ro đã đạt được hay chưa.
Sự lặp lại đánh giá rủi ro nên được thực hiện có tính đến độ tin cậy, sự dễ sử dụng, khả năng bị thất bại hoặc sự né tránh các biện pháp bảo vệ, và khả năng duy trì các biện pháp bảo vệ phù hợp với 7.3.5, 7.3.6 và 7.3.7, TCVN 7301-1 : 2008. Nên quan tâm đến những người coi biện pháp bảo vệ là dĩ nhiên và không có sự chuẩn bị nên có thể bị thất bại. Điều này có liên quan đặc biệt đến các khóa liên động và các màn ánh sáng.
CHÚ THÍCH: Xem Điều 9, TCVN 7301-1 : 2008.
Nên soạn thảo và lưu giữ hồ sơ bằng văn bản tất cả các đánh giá rủi ro. Các hồ sơ này không nên lẫn với thông tin cho sử dụng máy do nhà cung cấp cung cấp cho người sử dụng. Tuy nhiên tài liệu đánh giá rủi ro có thể là tài liệu tham khảo có ích khi viết thông tin cho sử dụng.
Điều quan trọng là quy trình lập tài liệu phải đúng để cho phép kiểm tra các quyết định sau đó bởi những người khác không trực tiếp liên can đến đánh giá rủi ro. Việc lập tài liệu này nên ghi lại các kết quả đánh giá phù hợp với Điều 9, TCVN 7301-1 : 2008. Tài liệu phải bao gồm mô tả phương pháp và công cụ đã được sử dụng để tiến hành đánh giá và các bản sao của toàn bộ các tờ hồ sơ. Các hình vẽ của máy (ảnh chụp, các biểu đồ, các bản vẽ v.v…) bao gồm các vùng nguy hiểm, các mối nguy hiểm và các biện pháp bảo vệ được áp dụng sẽ rất có ích.
Khi lập tài liệu các biện pháp bảo vệ đã được tiến hành, nên bao gồm nội dung mô tả các biện pháp này và chúng vẫn duy trì được hiệu quả.
Phụ lục B giới thiệu ví dụ đánh giá rủi ro và quy trình giảm rủi ro.
(Tham khảo)
Ví dụ về phương pháp nhiều bước của quy trình đánh giá rủi ro
A.1 Yêu cầu chung
Phụ lục này bao gồm các ví dụ về phương pháp có thể áp dụng được trong quy trình đánh giá rủi ro. Các ví dụ không chỉ là các công cụ có thể dùng được và việc đưa các ví dụ vào tiêu chuẩn này không chỉ ra rằng chúng đã được chấp nhận hoặc được đánh giá cao hơn bất cứ ví dụ nào khác theo TCVN 7301-1 : 2008.
Các ví dụ này không bao hàm tất cả các tình trạng có thể có vì các tình trạng thực tế thay đổi từ thiết bị này sang thiết bị khác. Việc lựa chọn do các cá nhân tiến hành đánh giá rủi ro thực hiện sẽ chịu ảnh hưởng của nhiều yếu tố khác nhau và có thể dẫn đến các kết quả khác nhau.
Các ví dụ này được cung cấp để minh họa cho người sử dụng tiêu chuẩn này về cách xem xét, sự biết mối nguy hiểm thực hoặc dự đoán rủi ro khi lựa chọn một phương pháp riêng.
Các ví dụ được cho như sau:
a) nhận biết mối nguy hiểm bằng cách áp dụng các biểu mẫu (xem A.2);
b) ma trận rủi ro (xem A.3);
c) sơ đồ rủi ro (xem A.4);
d) cho điểm (xem A.5);
e) dự đoán rủi ro theo định lượng (xem A.6);
f) phương pháp hỗn hợp (xem A.7).
Đối với các mối nguy hiểm riêng có liên quan đến tổn hại lâu dài (ví dụ, các mối nguy hiểm phát sinh do tiếng ồn, các vật liệu và các chất, rung động, bức xạ hoặc các mối nguy hiểm có liên quan đến ecgônômi) hoặc có ảnh hưởng rất lớn (ví dụ, đám cháy hoặc một vụ nổ) thì có thể phải tính đến các phương pháp dự đoán rủi ro riêng.
Đánh giá rủi ro không phải là sự vận dụng khoa học; do đó cần cố gắng tập trung vào việc giảm rủi ro hơn là tối ưu hóa các trị số định mức rủi ro.
CHÚ THÍCH: Các ví dụ này chỉ minh họa việc có thể xem và sử dụng các phương pháp/công cụ đã nêu như thế nào. Chúng không phải là hướng dẫn toàn diện cho người sử dụng về các phương pháp được triển khai một cách hoàn toàn.
A.2 Nhận biết mối nguy hiểm bằng cách áp dụng các biểu mẫu
A.2.1 Yêu cầu chung
Mục đích của điều này là chỉ ra phương pháp để nhận biết mối nguy hiểm (xem 5.3 và Điều 6, TCVN 7301-1 : 2008) khi sử dụng danh mục kiểm tra được xác định trong A.2 đến A.4, TCVN 7301-1 : 2008.
Các danh mục kiểm tra này không thể được xem là đầy đủ. Nên sử dụng chúng như là điểm bắt đầu để nhận biết các mối nguy hiểm có liên quan. Sau đó để bảo đảm sự nhận biết mối nguy hiểm đầy đủ hơn nên tính đến các nguồn khác như các quy định, các tiêu chuẩn và sự hiểu biết về kỹ thuật.
Phương pháp này có thể được kết hợp với các phương pháp khác dựa trên cơ sở ví dụ như sự động não, sự so sánh với máy tương tự, sự xem xét các dữ liệu về tai nạn và/hoặc sự cố liên quan đến máy tương tự.
Phương pháp sẽ có hiệu quả hơn khi có đầy đủ hơn và chi tiết hơn thông tin có thể có cho đánh giá rủi ro (xem 4.2, TCVN 7301-1 : 2008) và xác định các giới hạn của máy (xem 5.2 và Điều 5, TCVN 7301-1 : 2008).
Phương pháp áp dụng được cho mọi giai đoạn trong chu kỳ tuổi thọ của máy.
A.2.2 Mô tả công cụ hoặc phương pháp
Khi tính đến các giới hạn của máy, bước đầu tiên là xác định quy mô của hệ thống được phân tích, ví dụ các giai đoạn trong chu kỳ tuổi thọ của máy, các bộ phận và / hoặc chức năng của máy.
Bước thứ hai là xác định các công việc do người tương tác với máy hoặc ở gần máy thực hiện hoặc các nguyên công do máy thực hiện trong mỗi giai đoạn được lựa chọn. Trong bước này, có thể sử dụng danh sách các công việc được chi tiết hóa trong Bảng A.3, TCVN 7301-1 : 2008.
Bước thứ ba là xem xét các mối nguy hiểm có liên quan và viễn cảnh tai nạn có thể xảy ra đối với mỗi công việc hoặc vận hành trong mỗi vùng nguy hiểm riêng. Có thể thực hiện bước này bằng cách sử dụng phương pháp từ trên xuống, nếu điểm khởi đầu là hậu quả tiềm tàng (tổn hại), hoặc phương pháp từ dưới lên nếu điểm khởi đầu là nguồn gốc của nguy hiểm. Trong bước này, sử dụng Bảng A.1, TCVN 7301-1 : 2008 để mô tả các tình trạng nguy hiểm và Bảng A.4, TCVN 7301-1 : 2008 để mô tả các sự kiện nguy hiểm.
A.2.3 Lập tài liệu
Có thể sử dụng biểu mẫu cho trong Bảng A.1 để lập tài liệu các kết quả của sự nhận biết mối nguy hiểm này.
A.2.4 Ứng dụng
A.2.4.1 Yêu cầu chung
Đây là một số ví dụ ứng dụng phương pháp được mô tả trong A.2.2 cho một máy đột lỗ được vận hành bằng bàn đạp và chất tải, dỡ tải bằng tay (xem Hình A.1) ở giai đoạn thiết kế trước đây.

Hình A.1 – Vùng nguy hiểm của máy đột lỗ (không có bất cứ biện pháp bảo vệ nào)
Bảng A.1 – Ví dụ về một biểu mẫu để nhận biết mối nguy hiểm
|
Nhận biết mối nguy hiểm |
||||||||
|
Máy (nhận biết) |
|
Phương pháp/công cụ |
|
|||||
|
Nguồn [(Ví dụ, lập tài liệu thiết kế sơ bộ, (file) kỹ thuật, (file) kết cấu] |
|
Người phân tích |
|
|||||
|
|
Biên bản hiện hành |
|
||||||
|
Phạm vi (ví dụ - giai đoạn của chu kỳ tuổi thọ |
|
Ngày |
|
|||||
|
|
|
|
||||||
|
Số tham chiếu |
Vùng nguy hiểm |
Công việc/ hoạt động (Bảng A.3, TCVN 7301-1 : 2008) |
Viễn cảnh của tai nạn |
|||||
|
Mối nguy hiểm |
Tình trạng nguy hiểm |
Sự kiện nguy hiểm |
||||||
|
1 |
|
|
|
|
|
|||
A.2.4.2 Phạm vi của hệ thống được phân tích
Mẫu này chỉ đề cập đến sự nhận biết mối nguy hiểm liên quan đến các giai đoạn vận hành của máy tại vùng nguy hiểm. Nó không bao hàm các giai đoạn khác trong chu kỳ tuổi thọ của máy như lắp ráp, chỉnh đặt, bảo dưỡng hoặc tìm ra sai sót (xem Bảng A.3, TCVN 7301-1 : 2008).
A.2.4.3 Công việc/hoạt động được thực hiện
Trong giai đoạn hoạt động của máy đột lỗ đã thực hiện các công việc sau:
a) chất tải và dỡ tải các chi tiết gia công bằng tay;
b) định vị các chi tiết gia công;
c) giữ chi tiết gia công trong quá trình đột lỗ;
d) các nguyên công phụ (tháo phế liệu và bôi trơn dụng cụ).
A.2.4.4 Mối nguy hiểm có liên quan và viễn cảnh tai nạn
Đối với mỗi công việc được xác định, bằng việc sử dụng cột “mối nguy hiểm” của Bảng A.1, TCVN 7301-1 : 2008 và áp dụng phương pháp từ dưới lên, cần kiểm tra nguồn gốc có thể có của các mối nguy hiểm và nhận biết các mối nguy hiểm có liên quan. Đối với mỗi mối nguy hiểm có liên quan cần xem xét tất cả các sự kết hợp của các tình trạng nguy hiểm và sự kiện nguy hiểm khi sử dụng các danh sách cho trong Bảng A.3 và A.4, TCVN 7301-1 : 2008.
A.2.4.5 Kết quả nhận biết mối nguy hiểm
Kết quả của bước đầu tiên của việc xem xét này được lập thành tài liệu trong Bảng A.2.
Bảng A.2 – Ví dụ về một biểu mẫu đầy đủ để nhận biết mối nguy hiểm
|
Nhận biết mối nguy hiểm |
||||||
|
Máy |
Máy đục lỗ |
Phương pháp/công cụ |
Danh mục kiểm tra – Phụ lục A |
|||
|
Nguồn |
Lập tài liệu thiết kế sơ bộ |
Người phân tích |
“Tên” |
|||
|
Phiên bản hiện hành |
V1 |
|||||
|
Phạm vi (ví dụ - giai đoạn của chu kỳ tuổi thọ |
Hoạt động |
Ngày |
20/ 5/ 05 |
|||
|
Vận hành đục lỗ |
|
|
||||
|
Số tham chiếu |
Vùng nguy hiểm |
Công việc/ hoạt động |
Viễn cảnh của tai nạn |
|||
|
Mối nguy hiểm |
Tình trạng nguy hiểm |
Sự kiện nguy hiểm |
||||
|
1 |
Vùng đột dập |
Chất tải, dỡ tải và định vị chi tiết gia công bằng tay |
Các vật rơi (chi tiết gia công) Đè bẹp (chân hoặc ngón chân) |
Bê các chi tiết gia công nặng bằng cả hai tay |
Rơi một chi tiết gia công |
|
|
2 |
Các cạnh sắc (chi tiết gia công) Cắt, làm đứt |
Bê (cầm) các chi tiết gia công có cạnh sắc bằng cả hai tay |
Tiếp xúc với các cạnh sắc và các góc của các chi tiết gia công |
|||
|
3 |
Giữ chi tiết gia công bằng cả hai tay |
Các bộ phận chuyển động (chuyển động từ dưới lên và từ trên xuống của chày đột và chuyển động từ trên xuống của chi tiết gia công) Đè bẹp, cắt đứt và đâm thủng |
Làm việc gần các bộ phận chuyển động |
Đến gần để tiếp xúc với các bộ phận chuyển động do không có rào chắn hoặc thiết bị bảo vệ |
||
|
4 |
|
Các bộ phận chuyển động (bắn ra các phần của dụng cụ hoặc các phần của chi tiết gia công) Va đập |
Người vận hành và người khác bị phơi ra trước các phần của dụng cụ hoặc chi tiết gia công có thể bắn ra |
Chày đột hoặc chi tiết gia công bị vỡ (do nhiều nguyên nhân như đột dập không thích hợp, chày đột bị mỏi hoặc lão hóa hoặc dễ gãy, vật liệu của chi tiết gia công không thích hợp. |
||
|
5 |
|
Quá trình sản xuất gây ra tiếng ồn (tiếng ồn va đập) Khó chịu |
Người vận hành và người khác bị phơi ra trước các mối nguy hiểm phát sinh bởi tiếng ồn |
Sự phát ra một mức tiếng ồn có thể gây nguy hiểm |
||
|
6 |
Các bộ phận trở nên có dòng điện chạy qua do điều kiện rò điện Điện giật |
Làm việc với một máy trong điều kiện có điện áp |
Tiếp xúc gián tiếp |
|||
|
7 |
Các nguyên công phụ trong quy trình vận hành (tháo phế liệu và bôi trơn dụng cụ) |
Các bộ phận chuyển động (chuyển động từ dưới lên và từ trên xuống của chày đột và chuyển động từ trên xuống của chi tiết gia công) Đè bẹp, cắt đứt và đâm thủng |
Làm việc với các cơ cấu dẫn động có năng lượng (dụng cụ hình trụ) |
Sai sót của con người trong quy trình làm việc (sử dụng một khăn thay cho bàu dàu có cổ dài/vòi rót để bôi trơn dụng cụ bằng tay) và sự khởi động bất ngờ/không có ý định |
||
A.3 Đánh giá rủi ro khi sử dụng ma trận rủi ro
A.3.1 Yêu cầu chung
Ma trận rủi ro được áp dụng sau khi đã nhận biết được các mối nguy hiểm (xem Điều 6, TCVN 7301-1 : 2008) và được sử dụng để đánh giá rủi ro gắn với các mối nguy hiểm được nhận biết (xem các Điều 7 và 8, TCVN 7301-1 : 2008). Có thể sử dụng ma trận rủi ro để đánh giá các rủi ro của máy, thiết bị, phương tiện hoặc các tình trạng khác trong nhiều ngành công nghiệp.
Việc sử dụng chủ yếu ma trận rủi ro là để trợ giúp nhận biết các rủi ro cao tới mức không thể chấp nhận được và cố gắng giảm rủi ro có thể tập trung vào các khu vực này. Về cơ bản, ma trận rủi ro được sử dụng để sắp xếp hoặc tập hợp thành nhóm các rủi ro vào các mức rủi ro sao cho có thể đưa ra các quyết định về khả năng chấp nhận được rủi ro.
Sự tiếp cận ma trận rủi ro cung cấp một phương pháp đơn giản, nhanh và có hiệu quả để đưa ra một mức rủi ro đối với một mối nguy hiểm. Phương pháp ma trận rủi ro là chủ quan; nó dựa vào sự xét đoán tốt của những người đánh giá rủi ro. Do đó, phương pháp này làm việc tốt nhất là với một nhóm đánh giá gồm những người có sự hiểu biết và kinh nghiệm đối với các công việc và máy / thiết bị / phương tiện được đánh giá (xem 4.2).
Phương pháp ma trận rủi ro nổi trội về tính đơn giản và tốc độ trong cả việc học và sử dụng. Tuy nhiên nó không đưa ra độ chính xác hoặc tính lặp lại do tính chất chủ quan của phương pháp. Những người cần độ chính xác cao về trị số có thể ưa thích các phương pháp khác. Lưu ý rằng độ chính xác cao hơn cần đến nhiều thời gian để học hỏi và hoàn thiện phương pháp và có thể dẫn đến các biện pháp giảm rủi ro khác nhau.
A.3.2 Mô tả công cụ hoặc phương pháp
A.3.2.1 Yêu cầu chung
Có bốn bước cho phương pháp ma trận rủi ro như sau.
A.3.2.2 Lựa chọn một ma trận rủi ro
Các ma trận rủi ro đã được sử dụng trong nhiều năm và có nhiều sự biến đổi khác nhau. Hai ví dụ được giới thiệu trong các Bảng A.3 và A.4, trong đó các ma trận rủi ro khác nhau sử dụng các mức khác nhau đối với mỗi yếu tố rủi ro – ví dụ, Bảng A.3 có bốn mức khả năng trong khi Bảng A.4 có sáu. Các mức thường xếp loại từ ba đến mười trong đó bốn hoặc năm là loại thông dụng nhất.
Bảng A.3 – Ma trận dự đoán rủi ro theo ANSI B11 TR3:2000
|
Khả năng xảy ra tổn hại |
Sự nghiêm trọng của tổn hại |
|||
|
Rất trầm trọng |
Trầm trọng |
Trung bình |
Nhỏ |
|
|
Rất có thể |
Cao |
Cao |
Cao |
Trung bình |
|
Có thể |
Cao |
Cao |
Trung bình |
Thấp |
|
Không chắc |
Trung bình |
Trung bình |
Thấp |
Không đáng kể |
|
Nhỏ |
Thấp |
Thấp |
Không đáng kể |
Không đáng kể |
Bảng A.4 – Ma trận rủi ro theo IEC 61508
|
Tần suất |
Các hậu quả |
|||
|
Rất trầm trọng |
Nguy kịch |
Không lớn |
Không đáng kể |
|
|
Thường xuyên |
I |
I |
I |
II |
|
Có khả năng xảy ra |
I |
I |
II |
III |
|
Thỉnh thoảng |
I |
II |
III |
III |
|
Ít khi xảy ra |
II |
III |
III |
IV |
|
Không chắc sẽ xảy ra |
III |
III |
IV |
IV |
|
Không thể xảy ra |
IV |
IV |
IV |
IV |
A.3.2.3 Đánh giá sự nghiêm trọng
Đối với mỗi mối nguy hiểm hoặc tình trạng nguy hiểm (công việc), sự nghiêm trọng của tổn hại hoặc các hậu quả phải được đánh giá. Dữ liệu lịch sử có giá trị lớn được xem như đường chuẩn. Sự nghiêm trọng thường được đánh giá là thương tích của con người, mặc dù nó có thể bao gồm các yếu tố khác như sau:
- số trường hợp tử vong, thương tích hoặc bệnh tật;
- giá trị của cải hoặc thiết bị bị hư hại;
- thời gian và việc sản xuất bị mất năng suất;
- quy mô thiệt hại về môi trường;
- các yếu tố khác
Có thể hoàn thành đánh giá sự nghiêm trọng khi sử dụng ma trận rủi ro đã lựa chọn. Các mức nghiêm trọng trong Bảng A.3 được xem như một ví dụ.
- rất trầm trọng – chết người hoặc mang thương tích hoặc bệnh tật vĩnh viễn (không thể làm việc trở lại được);
- trầm trọng – thương tích hoặc bệnh tật làm suy nhược nghiêm trọng (có thể làm việc trở lại ở một số lúc);
- trung bình (vừa phải) – thương tích hoặc bệnh tật đáng kể cần đến sự giúp đỡ nhiều hơn sau lần giúp đỡ đầu tiên (có thể làm việc trở lại với một số công việc);
- không đáng kể - không bị thương hoặc bị thương nhẹ không cần đến nhiều lần giúp đỡ ngoài lần giúp đỡ đầu tiên (bị mất một ít hoặc không bị mất thời gian làm việc).
Đánh giá sự nghiêm trọng thường tập trung vào hậu quả xấu nhất có thể tin được hơn là hậu quả xấu nhất có thể tưởng tượng được.
A.3.2.4 Đánh giá xác suất
Đối với mỗi mối nguy hiểm hoặc tình trạng nguy hiểm (công việc), nên đánh giá khả năng xảy ra tổn hại. Trừ khi có các dữ liệu kinh nghiệm rất quí, quá trình lựa chọn khả năng xảy ra một sự cố sẽ mang tính chủ quan. Vì lẽ đó, sự đóng góp kỹ thuật của những người có kiến thức là rất thuận lợi.
Khi dự đoán xác suất nên lựa chọn mức xác suất cao nhất đáng tin cậy. Việc dự đoán xác suất phải bao gồm các nội dung sau:
- tần suất và khoảng thời gian bị phơi ra trước nguy hiểm;
- nhân viên thực hiện các công việc;
- lịch sử của máy/công việc;
- môi trường nơi làm việc;
- các yếu tố con người;
- độ tin cậy của các chức năng an toàn;
- khả năng thất bại hoặc né tránh các biện pháp bảo vệ;
- khả năng duy trì các biện pháp bảo vệ;
- khả năng tránh tổn hại.
Vì sự nghiêm trọng, có nhiều thang đo được sử dụng để đánh giá khả năng xảy ra tổn hại. Một số phương pháp không đưa ra mô tả khác với các thuật ngữ được sử dụng (xem Bảng A.4). Các ma trận khác đưa ra các mô tả như trong Bảng A.3:
- rất có thể - gần như chắc chắn xảy ra;
- có thể - có thể xảy ra;
- không chắc – không có thể xảy ra;
- nhỏ - rất không chắc xảy ra và gần như bằng không.
Trong một số phương pháp cần có sự phân biệt giữa xác suất và sự có khả năng, trong khi xác suất là một trị số giữa 0 và 1 thì sự có khả năng là mô tả định tính của xác suất. Tuy nhiên nhiều phương pháp không phân biệt giữa xác suất và sự có khả năng và sử dụng hai thuật ngữ đồng nghĩa với nhau.
Xác suất nên có liên quan đến một số loại như là một đơn vị của thời gian hoặc sự hoạt động, các sự kiện, các thiết bị được sản xuất ra, hoặc chu kỳ tuổi thọ của một phương tiện, thiết bị, quy trình hoặc sản phẩm. Đơn vị của thời gian có thể là tuổi thọ có ích của máy.
A.3.2.5 Nguồn gốc của mức rủi ro
Một khi sự nghiêm trọng và xác suất được đánh giá thì có thể thu được mức rủi ro ban đầu từ ma trận rủi ro được lựa chọn. Ma trận rủi ro sắp xếp các yếu tố rủi ro thành các mức rủi ro như đã nêu trong các Bảng A.3 và A.4.
Khi sử dụng Bảng A.3 như một ví dụ thì sự nghiêm trọng “trầm trọng” và xác suất “có thể” tạo ra một mức rủi ro “cao”. Các yếu tố rủi ro của sự nghiêm trọng và xác suất được kết hợp lại sẽ thay đổi như thế nào với các ma trận rủi ro khác nhau. Kết quả của sự đánh giá mức này sẽ tạo ra một dãy các rủi ro từ thấp đến cao một cách điển hình. Do quy trình đánh giá rủi ro thường là chủ quan cho nên các mức rủi ro cũng sẽ là chủ quan.
Trong nhiều trường hợp, người sử dụng sẽ quyết định việc chấp nhận rủi ro bởi vì sự quyết định phụ thuộc vào tình trạng nhận thức và/hoặc thời gian.
A.3.3 Ứng dụng
A.3.3.1 Mô tả ví dụ về một xưởng gia công gỗ
Hình A.2 giới thiệu nguyên công cưa trong một xưởng gia công gỗ. Những người thợ cưa nhặt các khúc gỗ xẻ từ băng chuyền bên trái của họ, cắt các mắt gỗ bằng máy cưa chuyên dùng đạp chân và đặt các tấm ván đã cắt lên băng chuyền bên phải họ.

Hình A.2 – Nguyên công cưa trong một xưởng gia công gỗ
A.3.3.2 Kết quả đánh giá rủi ro
Các công việc và các mối nguy hiểm được giới thiệu trong hai cột đầu tiên của Bảng A.5. Các mức rủi ro ban đầu và còn dư đã được đánh giá khi sử dụng ma trận trong Bảng A.3.
Bảng A.5 – Ví dụ về xưởng gia công gỗ để đánh giá rủi ro
|
Người sử |
Mối nguy hiểm |
Đánh giá ban đầu |
Phương pháp giảm rủi ro |
Đánh giá phần còn lại |
Hiện trạng |
||
|
Sự nghiêm trọng/xác suất |
Mức rủi ro |
Sự nghiêm trọng/xác suất |
Mức rủi ro |
||||
|
Thợ cưa/chọn ván gỗ từ băng chuyền vào |
Cơ học: các mảnh gỗ bắn ra |
Nhỏ/rất có thể |
Trung bình |
Găng tay |
Nhỏ/không chắc |
Không đáng kể |
Hoàn thành |
|
Ecgônômi: lặp đi lặp lại |
Trung bình/có thể |
Trung bình |
Luân phiên công việc, thời gian nghỉ theo lịch, quy trình tiêu chuẩn |
Nhỏ/không chắc |
Thấp |
Tiếp diễn |
|
|
Ecgônômi: nâng/uốn/xoắn |
Trung bình/có thể |
Trung bình |
Bố trí trạm gia công ở độ cao và vị trí để giảm thiểu sự tiếp cận, luân phiên công việc |
Trung bình/có thể |
Trung bình |
Hoàn thành |
|
|
Thợ cưa/cắt mắt gỗ |
Cơ học: cắt/cắt đứt bởi đĩa cưa quay |
Rất trầm trọng/có thể |
Cao |
Che chắn/barie cố định |
Rất trầm trọng/nhỏ |
Thấp |
Hoàn thành |
|
Cơ học: các mảnh gỗ bắn ra |
Nhỏ/rất có thể |
Trung bình |
Găng tay |
Nhỏ/không chắc |
Không đáng kể |
Hoàn thành |
|
|
Cơ học: các bụi gỗ bay ra |
Trung bình/có thể |
Trung bình |
Kính đeo mắt an toàn |
Trung bình/nhỏ |
Không đáng kể |
Hoàn thành |
|
|
Ecgônômi: lặp đi lặp lại |
Trung bình/có thể |
Trung bình |
Luân phiên công việc, thời gian nghỉ theo lịch, quy trình tiêu chuẩn |
Nhỏ/không chắc |
Thấp |
Tiếp diễn |
|
|
Tiếng ồn: các mức âm > 85 dBA |
Trầm trọng/rất có thể |
Cao |
Bảo vệ thính giác |
Trầm trọng/không chắc |
Trung bình |
Tiếp diễn |
|
|
Thợ cưa/đặt ván gỗ lên đầu ra băng chuyền |
Cơ học: các mảnh gỗ bắn ra |
Nhỏ/rất có thể |
Trung bình |
Găng tay |
Nhỏ/không chắc |
Không đáng kể |
Hoàn thành |
|
Ecgônômi: đẩy/kéo tải |
Nhỏ/rất có thể |
Không đáng kể |
Cần nâng lên tối thiểu vì có thanh dẫn hướng Thợ cưa chỉ cho ván gỗ trượt |
Nhỏ/không chắc |
Không đáng kể |
Hoàn thành |
|
A.3.3.3 Thảo luận
Như đã nêu trong ví dụ, phương pháp ma trận rủi ro cung cấp phương pháp đơn giản và có hiệu quả cho đánh giá rủi ro. Có thể áp dụng ma trận rủi ro để đánh giá một công việc đơn giản trên một máy riêng, hoặc để đánh giá nhiều công việc trên toàn bộ quy trình sản xuất. Cũng có thể sử dụng phương pháp ma trận rủi ro để đánh giá khách hàng hoặc các sản phẩm công nghiệp.
Cách tiếp cận tốt nhất đối với một công ty riêng là tìm ra phương pháp đánh giá rủi ro hoạt động tốt trong các quy trình thiết kế và phát triển của nó. Các tiêu chuẩn công nghiệp hoặc các nguyên tắc chỉ đạo nên được xem là điểm khởi đầu. Chừng nào mà một phương pháp đánh giá rủi ro được lựa chọn, có hiệu lực và được hợp nhất thỏa đáng trong sự tổ chức thì sẽ không có phương pháp “sai”.
A.4 Đánh giá rủi ro khi sử dụng sơ đồ rủi ro
A.4.1 Yêu cầu chung
Ví dụ này là một phương pháp nhận biết các mối nguy hiểm và dự đoán rủi ro sử dụng sơ đồ rủi ro.
Trong phương pháp này không có ý định giải thích một cách chi tiết về thiết lập sơ đồ rủi ro như thế nào hoặc lý giải về cách triển khai phương pháp này như thế nào. Cần có sự đào tạo để trở nên thành thạo trong việc sử dụng phương pháp này cho đánh giá rủi ro.
Ví dụ này giới thiệu việc ứng dụng phương pháp cho một máy xén giấy đã được lắp đặt. Rủi ro đã được dự đoán hai lần: một trước khi lựa chọn các biện pháp bảo vệ và lần thứ hai sau khi đã thực hiện các biện pháp bảo vệ.
A.4.2 Mô tả công cụ hoặc phương pháp
Trước khi dự đoán rủi ro bằng sơ đồ rủi ro cần mô tả mối nguy hiểm có liên quan, tình trạng nguy hiểm, sự kiện nguy hiểm và tổn hại có thể có theo 5.3 TCVN 7301-1 : 2008. Sau đó tính toán chỉ số rủi ro khi sử dụng sơ đồ rủi ro được cho trên Hình A.3 dựa trên bốn thông số sau tương ứng với bốn yếu tố rủi ro được xác định trong 7.2.1, TCVN 7301-1 : 2008, và mỗi yếu tố rủi ro có các giới hạn riêng của nó.
- Sự nghiêm trọng của tổn hại: S
1) Bị thương nhẹ S1 (thường chữa khỏi), ví dụ, các vết xước, vết rách, vết thâm tím, vết thương nhẹ cần có sự cứu chữa ban đầu.
2) Bị thương nặng S2 (thường không chữa được hoàn toàn, bao gồm cả tử vong), ví dụ, bị gãy hoặc bị rách hoặc bị dập nát tay, chân, bị gãy xương, các thương tích nặng cần phải khâu, đau các cơ bắp, tử vong.
- Tần suất và / hoặc khoảng thời gian bị phơi ra trước mối nguy hiểm: F
1) F1 hai hoặc ít hơn hai lần trong một ca làm việc hoặc tổng thời gian phơi trong một ca làm việc ít hơn 15 min.
2) F2 nhiều hơn hai lần trong một ca làm việc hoặc tổng thời gian phơi trong một ca làm việc dài hơn 15 min.
- Khả năng xảy ra sự kiện nguy hiểm: O
1) O1 công nghệ thành thục đã được chứng minh và thừa nhận trong ứng dụng về an toàn; vững chắc.
2) O2 hư hỏng về kỹ thuật được quan sát trong hai năm cuối cùng:
- hoạt động không thích hợp của con người bởi một người đã được đào tạo tốt, nhận biết mối nguy hiểm được các rủi ro và có kinh nghiệm làm việc tại trạm gia công trên sáu tháng.
3) O3 hư hỏng về kỹ thuật được quan sát thường xuyên (sáu tháng một lần hoặc ít hơn sáu tháng một lần):
- hoạt động không thích hợp của con người bởi một người chưa được đào tạo có kinh nghiệm làm việc tại trạm gia công ít hơn sáu tháng;
- sự cố tương tự được quan sát trong nhà máy từ trước mười năm.
- Khả năng tránh hoặc giảm tổn hại: A
1) A1 có thể trong một số điều kiện:
- nếu các bộ phận chuyển động ở vận tốc nhỏ hơn 0,25 m/s và người công nhân bị phơi ra biết rõ các rủi ro và có các chỉ báo tình trạng nguy hiểm hoặc sự kiện nguy hiểm sắp đến;
- phụ thuộc vào các điều kiện riêng (nhiệt độ, tiếng ồn, Ecgônômi v.v…).
2) A2 không thể
Hình A.3 – Sơ đồ rủi ro để dự đoán rủi ro
Sơ đồ được điền đầy với kết quả đánh giá rủi ro lần thứ nhất này: mỗi tình trạng nguy hiểm được phân cho một chỉ số rủi ro. Trong ví dụ này việc dự đoán mỗi tình trạng nguy hiểm được thực hiện có sự quan tâm đến các yêu cầu sau:
- một chỉ số rủi ro 1 hoặc 2 tương ứng với quyền ưu tiên thấp nhất của hoạt động (quyền ưu tiên 3);
- một chỉ số rủi ro 3 hoặc 4 tương ứng với quyền ưu tiên trung bình của hoạt động (quyền ưu tiên 2);
- và một chỉ số rủi ro 5 tương ứng với quyền ưu tiên cao nhất của hoạt động (quyền ưu tiên 1).
Cần quan tâm đến các phương tiện có thể giảm rủi ro và sau đó dự đoán rủi ro cho thiết kế lần cuối cùng khi sử dụng cùng một sơ đồ rủi ro theo cùng một cách như đối với thiết kế ban đầu. Trong trường hợp riêng này chỉ số rủi ro 2 hoặc nhỏ hơn đã được đánh giá mức như là đại diện cho mức tại đó không có yêu cầu giảm rủi ro thêm nữa.
A.4.3 Ứng dụng
A.4.3.1 Mô tả một ví dụ về máy xén giấy
Ví dụ này giới thiệu ứng dụng của phương pháp đã nêu vào một máy xén giấy đã được lắp đặt.
Vị trí làm việc được đánh giá là cấp phôi và xén một chồng giấy bằng một máy ép xén giấy được vận hành bằng khí nén và điện năng. Ba công việc cơ bản đã được nhận biết và phân tích:
- định vị chồng giấy;
- ép lên chồng giấy;
- xén chồng giấy.
Các Hình A.4 và A.5 chỉ ra một công nhân đang đặt chồng giấy trước khi khởi động quá trình cắt xén.
A.4.3.2 Kết quả đánh giá rủi ro
Các Bảng A.6 và A.7 giới thiệu các kết quả đánh giá rủi ro. Bảng A.6 chỉ ra kết quả phân tích rủi ro ban đầu và Bảng A.7 chỉ ra kết quả phân tích rủi ro dư có tính đến các biện pháp bảo vệ. Trong một số trường hợp, nhiều phương tiện giảm rủi ro đã được đặt ra để cho phép có sự lựa chọn.
Trong Bảng A.7, các giá trị in đậm nét chỉ thị các thay đổi do các biện pháp bảo vệ đặt ra.
Bảng A.6 – Các kết quả phân tích rủi ro ban đầu
|
Phân tích rủi ro ban đầu |
||||||||||
|
Hoạt động |
Các điều kiện nguy hiểm |
Dự đoán rủi ro |
||||||||
|
Giải pháp |
Hoạt động |
Mối nguy hiểm |
Tình trạng |
Sự kiện nguy hiểm |
Tổn hại có thể |
Sự nghiêm trọng |
Tần suất phơi |
Khả năng xảy ra |
Khả năng tránh |
Chỉ số |
|
1 |
Định vị chồng giấy |
Điện năng sẵn có |
Công nhân ở gần một bộ phận kim loại dẫn điện |
Khung tích năng lượng của máy (mối nối hư hỏng, cáp quá mòn v.v…) |
Điện giật làm chết công nhân |
2 |
2 |
2 |
2 |
5 |
|
1.1 |
Bộ phận ép giấy được tiếp năng lượng và dao ở vị trí trên |
Các tay công nhân ở dưới các bộ phận chuyển động tích năng lượng |
Chuyển động bất ngờ của máy hoặc dao do tác động trên bàn đạp khởi động |
Đè nát, cắt đứt các chi trên |
2 |
2 |
2 |
2 |
5 |
|
|
- |
Chuyển động bất ngờ của máy hoặc dao do hư hỏng mạch điều khiển |
2 |
2 |
2 |
2 |
5 |
||||
|
1.2 |
Các lưỡi cắt của giấy |
Các tay công nhân thao tác chồng giấy |
Chuyển động của hai tay trên các lưỡi cắt của giấy |
Các ngón tay hoặc bàn tay bị cắt |
1 |
2 |
3 |
1 |
2 |
|
|
2 |
Ép trên chồng giấy |
Chuyển động thẳng đứng của bộ phận ép (lực tác dụng 1 000 N) |
Công nhân giữ chồng giấy ở vị trí với hai bàn tay gần bộ phận ép |
Hai bàn tay công nhân ở dưới bộ phận ép đang được khởi động bởi công nhân |
Đè nát các chi trên |
2 |
1 |
3 |
2 |
4 |
|
- |
Hai bàn tay công nhân ở dưới bộ phận ép đang chuyển động được khởi động bởi hư hỏng của mạch điều khiển |
2 |
1 |
2 |
2 |
3 |
||||
|
3 |
Xén giấy |
Chuyển động thẳng đứng của dao |
Hai bàn tay công nhân ở gần chồng giấy |
Hai bàn tay công nhân ở trong quĩ đạo của dao đang chuyển động được khởi động bởi công nhân |
Cắt các chi trên là chủ yếu |
2 |
1 |
3 |
2 |
4 |
|
- |
Hai bàn tay công nhân ở trong quĩ đạo của dao đang chuyển động được khởi động bởi hư hỏng của mạch điều khiển |
2 |
1 |
2 |
2 |
3 |
||||
Bảng A.7 – Kết quả phân tích rủi ro dư
|
Kết quả phân tích rủi ro ban đầu |
Giảm rủi ro |
Phân tích rủi ro sau khi giảm rủi ro |
|||||||||
|
Dự đoán rủi ro sau khi giảm rủi ro |
|||||||||||
|
Giải pháp |
Hoạt động |
Mối nguy hiểm |
Chỉ số |
Các biện pháp phòng ngừa có thể có |
Các biện pháp bảo vệ lựa chọn |
Sự nghiêm trọng |
Tần suất phơi |
Khả năng xảy ra |
Khả năng tránh |
Chỉ số |
Ghi chú |
|
1a |
Định vị các chồng giấy |
Điện năng sẵn có |
5 |
Kiểm tra cách điện và các đầu nối định kỳ Bộ cảm biến dòng điện |
Kiểm tra cách điện và các đầu nối định kỳ |
2 |
2 |
1 |
2 |
4 |
Không có chênh lệch chỉ số rủi ro giữa 1a và 1b |
|
1b |
5 |
Bộ cảm biến dòng điện |
2 |
2 |
2 |
1 |
4 |
||||
|
1.1a |
Bộ phận ép và dao ở vị trí trên có tích năng lượng |
5 |
Lắp đặt một cái móc trên bàn đạp Loại mạch điều khiển máy phù hợp với TCVN 7384-1 : 2004 |
Lắp đặt một cái móc trên bàn đạp |
2 |
2 |
1 |
2 |
4 |
Không có chênh lệch chỉ số rủi ro giữa 1.1a và 1.1b |
|
|
1.1b |
5 |
Loại mạch điều khiển máy phù hợp với TCVN 7384-1 : 2004 |
2 |
2 |
1 |
2 |
4 |
||||
|
1.2 |
Lưỡi cắt của giấy |
2 |
Găng tay bảo vệb Giảm độ sắc của các tờ giấy |
Găng tay bảo vệb |
1 |
2 |
2 |
1 |
1 |
- |
|
|
2a |
Ép trên chồng giấy |
Chuyển động thẳng đứng của bộ phận ép (lực tác dụng 1 000 N) |
4 |
Khởi động chuyển động của bộ phận ép bằng cơ cấu điều khiển dùng hai tay và loại mạch điều khiển máy phù hợp với TCVN 7384-1:2004 |
Khởi động chuyển động của bộ phận ép bằng cơ cấu điều khiển dùng hai tay và loại mạch điều khiển máy phù hợp với TCVN 7384-1:2004 |
2 |
1 |
1 |
2 |
2 |
Phương tiện giảm rủi ro hiệu quả nhất là 2d, sau đó là 2a và 2c |
|
2b |
4 |
Đào tạo |
Đào tạo |
2 |
1 |
2 |
2 |
3 |
Chỉ riêng giải pháp 2b sẽ không đủ để giảm rủi ro |
||
|
2c |
3 |
Khởi động chuyển động của bộ phận ép bằng cơ cấu dẫn động điều khiển bàn đạp với loại mạch điều khiển phù hợp với TCVN 7384-1:2004. Giảm áp lực trước khi bộ phận ép đi tới chồng giấy |
Cơ cấu dẫn động điều khiển bàn đạp với loại mạch điều khiển phù hợp với TCVN 7384-1:2004. Giảm áp lực trước khi bộ phận ép đi tới chồng giấy |
2 |
1 |
1 |
2 |
2 |
|||
|
2d |
|
|
3 |
|
Cơ cấu dẫn động điều khiển bàn đạp với loại mạch điều khiển phù hợp với TCVN 7384-1:2004. Giảm áp lực trước khi bộ phận ép đi tới chồng giấy |
1 |
1 |
1 |
2 |
1 |
|
|
3a |
Xén giấy |
Chuyển động thẳng đứng của dao |
4 |
Khởi động chuyển động của dao xén bằng cơ cấu điều khiển dùng hai tay với loại mạch điều khiển phù hợp với TCVN 7384-1:2004. |
Khởi động chuyển động của dao xén bằng cơ cấu điều khiển dùng hai tay với loại mạch điều khiển phù hợp với TCVN 7384-1:2004. |
2 |
1 |
1 |
2 |
2 |
Không có sự chênh lệch kết quả giữa 3a và 3b |
|
3b |
3 |
Phát hiện sự có mặt của hai bàn tay công nhân với màn ánh sáng an toàn |
Phát hiện sự có mặt của hai bàn tay công nhân với màn ánh sáng an toàn |
2 |
1 |
1 |
2 |
2 |
|||
|
a Các con số nét đậm là các con số đã thay đổi do kết quả của các biện pháp bảo vệ đã đưa ra. b Đối với các giấy in có chất lượng đặc biệt thì việc mang găng tay là bắt buộc. |
|||||||||||
A.4.3.3 Thảo luận
Trong ví dụ được giới thiệu đã phân tích một hoạt động gia công đơn giản và đưa ra các biện pháp bảo vệ để giảm rủi ro. Các kết quả chung của các đánh giá này có thể được xem như thích hợp với thực tế thông thường cho loại máy này.
Ví dụ này đã chỉ ra các kết quả khác nhau của việc sử dụng các phương tiện giảm rủi ro khác nhau để giảm rủi ro được tạo ra bởi chuyển động thẳng đứng của bộ phận ép:
- biện pháp giảm rủi ro hiệu quả nhất là giải pháp 2d, sau đó là giải pháp 2a hoặc 2c;
- chỉ riêng giải pháp 2b là không đủ để giảm rủi ro;
- không có sự khác nhau về kết quả giữa các giải pháp 1a và 1b, giữa các giải pháp 1.1a và 1.1b hoặc giữa các giải pháp 3a và 3b;
- trong các trường hợp của các giải pháp 1a, 1b, 1.1a, 1.1b, chỉ số rủi ro cuối cùng đối với chỉ mỗi một trong các biện pháp này là quá cao, và do đó nên đánh giá rủi ro với việc áp dụng đồng thời tất cả các biện pháp này;
- kiểm tra định kỳ cách điện, các mối nối và bộ cảm biến dòng dư đối với khung đã được tích năng lượng của máy (các mối nối bị hư hỏng, cáp dẫn điện hư hỏng, v.v…);
- lắp đặt một móc trên bàn đạp và bảo đảm loại mạch điều khiển máy phù hợp với TCVN 7384-1 : 2004 để chống lại bất cứ chuyển động bất ngờ nào của bộ phận ép hoặc dao xén do tác động vào bàn đạp khởi động hoặc hư hỏng của mạch điều khiển;
- bổ sung cho các biện pháp này với việc đào tạo và cảnh báo.
Có thể sử dụng sơ đồ rủi ro để dự đoán chỉ số rủi ro, chủ yếu là đối với các tình trạng nguy hiểm có thể tạo ra tổn hại nghiêm trọng thường gắn liền với máy (cơ học, điện hoặc ở một phạm vi nào đó, các mối nguy hiểm nhiệt). Cũng có thể sử dụng sơ đồ rủi ro được đưa ra để dự đoán một số mối nguy hiểm có liên quan đến sức khỏe như tiếng ồn hoặc các mối nguy hiểm liên quan đến ecgônômi. Tuy nhiên trong những trường hợp này nên so sánh các kết quả thu được với công cụ sơ đồ rủi ro với các kết quả thu được với các công cụ riêng dùng cho tiếng ồn hoặc ecgônômi.
Do đánh giá rủi ro phải được thực hiện bởi một nhóm đánh giá và bởi sự đồng thuận cho nên có thể tin rằng các kết quả chi tiết sẽ luôn luôn như nhau đối với các nhóm khác nhau khi phân tích các tình trạng khác nhau. Một số ngành công nghiệp đã sửa lại cho thích hợp hơn các thông số và giới hạn của sơ đồ rủi ro; các thay đổi này có thể tạo ra các kết quả khác nhau.
Sơ đồ rủi ro được sử dụng trong ví dụ này tương đương với ma trận rủi ro cho trên Hình A.6.
Hình A.6 - Ma trận rủi ro tương đương
A.5 Đánh giá rủi ro khi sử dụng phương pháp cho điểm
A.5.1 Yêu cầu chung
Một số người thường nghĩ dễ dàng hơn về rủi ro và rủi ro được bắt nguồn như thế nào dưới dạng số. Điều này không phải là không thông dụng trong thời đại số hóa của chúng ta. Có thể xem rủi ro được đặc trưng bởi một số cộng thêm đặc điểm vào quy trình giảm rủi ro theo một cách nào đó. Khi có một mức rủi ro chấp nhận được ở một số riêng trong phạm vi rủi ro được số hóa từ rủi ro thấp nhất đến rủi ro cao nhất có thể cung cấp tiêu điểm trong việc đưa ra quyết định giảm rủi ro. Khả năng đưa ra một số từ trong các phạm vi dãy số nguyên có thể cho phép đối với các sự lựa chọn tinh hơn so với các lựa chọn mà các điều kiện định lượng cho phép
A.5.2 Mô tả công cụ hoặc phương pháp
Trong ví dụ này có hai thông số, sự nghiêm trọng và xác suất, mỗi thông số được chia thành bốn loại.
Thông số sự nghiêm trọng có các số điểm sau (SS):
- rất trầm trọng (SS ≥ 100);
- trầm trọng (99 ≥ SS ≥ 90);
- trung bình (89 ≥ SS ≥ 30);
- nhỏ (29 ≥ SS ≥ 0).
Thông số xác suất có số điểm xác suất sau (PS):
- rất có thể (PS ≥ 100) có thể hoặc chắc chắn xảy ra;
- có thể (99 ≥ PS ≥ 70) có thể xảy ra (nhưng không chắc);
- không chắc (69 ≥ PS ≥ 30) không có thể xảy ra;
- nhỏ (29 ≥ PS ≥ 0) sự xảy ra là quá nhỏ và được xem như bằng 0.
Trong ví dụ này công thức để kết hợp xác suất và sự nghiêm trọng được cho trong phương trình (A.1):
PS + SS = RS (A.1)
Trong đó RS là số điểm rủi ro.
RS có thể được giải thích theo Bảng A.8.
Bảng A.8 – Các loại số điểm rủi ro được sử dụng
|
- |
Cao |
≥ 160 |
|
159 ≥ |
Trung bình |
≥ 120 |
|
119 ≥ |
Thấp |
≥ 90 |
|
89 ≥ |
Không đáng kể |
≥ 0 |
Ví dụ một mối nguy hiểm của công việc gắn với thương tích rất nghiêm trọng có thể có SS = 95 và xác suất của nó có thể ở trong phạm vi có thể PS = 80. Giá trị rủi ro cho mối nguy hiểm của công việc này là 95 + 80 = 175. Rủi ro cao này có thể không chấp nhận được nếu mức rủi ro chấp nhận được đã được chỉnh đặt tại 130.
A.5.3 Ứng dụng
A.5.3.1 Mô tả công việc hoặc máy được đánh giá
Dưới đây mô tả sự đánh giá rủi ro của một máy đối với máy cắt bánh mì vòng (xem Hình A.7). Viễn cảnh an toàn được chấp nhận là rủi ro gây ra thương tích là một hàm số của các công việc và các mối nguy hiểm của các công việc này đối với một tập hợp các biện pháp bảo vệ đã cho. Ví dụ này được giới hạn cho một mối nguy hiểm: tiếp xúc với dao quay. Toàn bộ những công nhân đều được xem xét (nam và nữ, mọi hình dạng, khổ người, được đào tạo thích hợp cho công việc trong một cơ sở chế biến thức ăn nhanh).
Một hệ thống giám sát thương tích đã được nghiên cứu để nhận dạng các trường hợp bị thương gắn với các máy cắt bánh mì vòng. Mẫu thử của hệ thống giám sát thương tích có cỡ kích thước thích hợp để dự đoán được các thương tích gắn với phạm vi rộng của các máy gia công, các dụng cụ và thiết bị.
Phương pháp cho điểm để đánh giá rủi ro đã được tuân theo. Điểm số về sự nghiêm trọng đối với thương tích và điểm số về xác suất sẽ xảy ra đã được xác định cho mỗi mối nguy hiểm được nhận dạng. Thông tin này sau đó được đưa vào ma trận mức rủi ro bằng số.
Việc đánh giá rủi ro đã xem xét đến mức bảo vệ hiện hành và sự đào tạo bằng video của nhà sản xuất cho sử dụng máy cắt bánh mì vòng; các biện pháp kiểm soát rủi ro cho các máy khác có mối nguy hiểm tương tự; và các quan sát của năm chuyên gia an toàn của máy về một số tập tính rủi ro riêng có thể xảy ra như thế nào. Sự đánh giá rủi ro này được dùng cho một máy cắt bánh mì vòng có trang bị dao tròn và không tương đương với sự đánh giá của một người chủ sử dụng máy riêng. Sự quan sát nơi làm việc cho thấy các mức bảo vệ được cung cấp hiện thời là một rào chắn barie điều chỉnh được, các tín hiệu cảnh báo và các quy trình vận hành an toàn do nhà cung cấp kiến nghị. Sự nghiêm trọng có thể xảy ra của thương tích là vết rách sâu của một ngón tay trong trường hợp tiếp xúc với dao quay trong khi thực hiện các công việc cắt bánh mì vòng bình thường, dọn sạch các bánh mì vòng bị kẹp và làm sạch máy cắt.
Máng dẫn bánh mì vòng là một hộp dài có bốn mặt, bao che hoàn toàn dao trên các mặt. Các đầu mút của máng được để hở. Máy gồm có một dao tròn mỏng, sắc có một cạnh dạng sóng. Dao vận hành ở vận tốc quay cao và chạy theo đà khi dừng (không có phanh). Cửa trên đỉnh ở gần hoặc thấp hơn một chút so với chiều cao của vai. Kích thước cửa có rào chắn và khoảng cách từ cửa tới dao cho phép một tay duỗi thẳng ra có thể tiếp xúc với dao.
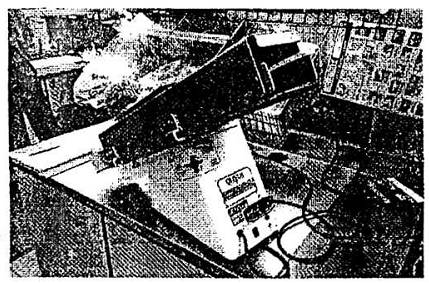
Hình A.7 – Máy cắt bánh mì vòng
Nhà sản xuất máy cung cấp các phương tiện cho quy trình vận hành an toàn. Tuy nhiên, trách nhiệm của người sử dụng là bảo đảm cho các quy trình này được thực hiện bằng cách tham gia vào công tác đào tạo và giám sát. Mặt khác, cần thừa nhận rằng khi cung cấp các phương tiện cho các quy trình vận hành an toàn thì việc cung cấp này sẽ không tự bảo đảm được việc đào tạo cho sử dụng các quy trình an toàn hoặc các công nhân sẽ thực hiện theo các quy trình an toàn được trình bày trong quá trình họ được đào tạo.
A.5.3.2 Kết quả đánh giá rủi ro
Bảy cặp công việc/mối nguy hiểm được cho trong Bảng A.9 cần được nhận biết khi cho điểm rủi ro. Sự đánh giá mức rủi ro chỉ ra mức rủi ro là 60 (thấp) đối với tất cả các cặp kết hợp công việc/mối nguy hiểm khi sử dụng máy cắt bánh mì vòng này. Đối với tất cả các cặp công việc/mối nguy hiểm, sự nghiêm trọng của thương tích là 30 (trung bình) (thường có thể chữa khỏi trong thời gian không quá một tuần lễ nghỉ làm việc) và xác xuất ban đầu là 70 (có thể) (do không cần thiết phải tiếp cận khu vực nguy hiểm đang tích năng lượng, và không có báo cáo về thương tích, nhưng sự nhận biết mối nguy hiểm rủi ro thấp và mức kinh nghiệm thấp của người sử dụng). Ba biện pháp bảo vệ hiện có – rào chắn điều chỉnh được, tín hiệu cảnh báo và video cho đào tạo – đã giảm được xác xuất của thương tích tới 30 (không chắc) và dẫn đến điểm số cuối cùng của rủi ro là 60 (không đáng kể).
Bảng A.9 – Điểm số của rủi ro trước và sau khi đưa vào sử dụng các phương pháp giảm rủi ro
|
Công việc – Mối nguy hiểm |
Đánh giá ban đầu SS và PS |
Điểm số của rủi ro |
Phương pháp giảm rủi ro |
Đánh giá cuối cùng SS và PS |
Điểm số của rủi ro |
|
Bỏ qua hướng dẫn không được chìa tay vào trong máy ở trên đỉnh để đẩy bánh mì vòng đi qua |
30 (trung bình) 70 (có thể) |
100 |
Hàng rào/barie điều chỉnh được, dấu hiệu cảnh báo, các quy trình tiêu chuẩn, sổ tay hướng dẫn |
30 (trung bình) 30 (không chắc) |
60 (không đáng kể) |
|
Không hiểu sự nghiêm trọng mối nguy hiểm của dao-chìa tay vào trong máy ở trên đỉnh để đẩy bánh mì vòng đi qua |
30 (trung bình) 70 (có thể) |
100 |
Hàng rào/barie điều chỉnh được, dấu hiệu cảnh báo, các quy trình tiêu chuẩn, sổ tay hướng dẫn |
30 (trung bình) 30 (không chắc) |
60 (không đáng kể) |
|
Bỏ qua hướng dẫn không chìa tay vào trong máy ở dưới đáy để kéo bánh mì vòng ra |
30 (trung bình) 70 (có thể) |
100 |
Hàng rào/barie điều chỉnh được, dấu hiệu cảnh báo, các quy trình tiêu chuẩn, sổ tay hướng dẫn |
30 (trung bình) 30 (không chắc) |
60 (không đáng kể) |
|
Quên mất dao đang chạy theo đà và chìa tay vào trong máy |
30 (trung bình) 70 (có thể) |
100 |
Hàng rào/barie điều chỉnh được, dấu hiệu cảnh báo, các quy trình tiêu chuẩn, sổ tay hướng dẫn |
30 (trung bình) 30 (không chắc) |
60 (không đáng kể) |
|
Bỏ qua hướng dẫn và thường mở và làm sạch máy thái khi phích cắm điện vẫn ở trong ổ cắm |
30 (trung bình) 70 (có thể) |
100 |
Dấu hiệu cảnh báo, các quy trình tiêu chuẩn, sổ tay hướng dẫn, giám sát |
30 (trung bình) 30 (không chắc) |
60 (không đáng kể) |
|
Quên không tháo phích cắm và vô ý chạm vào làm “bật’ công tắc |
30 (trung bình) 70 (có thể) |
100 |
Dấu hiệu cảnh báo, các quy trình tiêu chuẩn, sổ tay hướng dẫn, giám sát |
30 (trung bình) 30 (không chắc) |
60 (không đáng kể) |
|
Người khác hoặc sự kiện làm đổi hướng sự chú ý và vô ý chạm vào làm công tắc khởi động |
30 (trung bình) 70 (có thể) |
100 |
Dấu hiệu cảnh báo, các quy trình tiêu chuẩn, sổ tay hướng dẫn, giám sát |
30 (trung bình) 30 (không chắc) |
60 (không đáng kể) |
A.5.3.3 Thảo luận
Sự vận hành và làm sạch máy cắt bánh mì vòng đang có năng lượng có dao tròn và máng cấp phôi được bao che xung quanh đạt được số điểm rủi ro là 60 (không đáng kể) đối với người trẻ tuổi. Các biện pháp bảo vệ hiện có – rào chắn điều chỉnh được, tín hiệu cảnh báo và các quy trình vận hành an toàn – đã đóng góp vào số điểm rủi ro thấp này. Việc đưa vào cơ cấu cấp phôi tự động và cơ cấu tự động phóng sản phẩm đã được cắt ra cũng không làm giảm mức rủi ro một cách đáng kể.
A.6 Dự đoán rủi ro theo định lượng
CHÚ THÍCH: Xem 5.4.4.5.
QUAN TRỌNG – Các đoạn văn bản được in ấn với chữ nghiêng trong suốt điều này (A.6) có liên quan tới ví dụ minh họa.
A.6.1 Yêu cầu chung
Đây là đoạn mô tả tóm tắt một phương pháp dự đoán rủi ro được sử dụng để xem xét chi tiết hơn chỉ một rủi ro được coi là rất phức tạp cho việc dự đoán theo định tính.
Trước khi sử dụng phương pháp này, trước tiên cần nhận biết kỹ lưỡng mối nguy hiểm phù hợp với TCVN 7301-1 : 2008.
Các biểu mẫu được sử dụng dựa trên sai sót cơ bản dạng cây gây ra tai nạn. Các biểu mẫu 3A và 3B có thể được sửa đổi hoặc sửa chữa theo các yêu cầu riêng với điều kiện là logic cơ bản được kiểm tra khi sử dụng các sai sót dạng cây (cây sai sót). Rủi ro được dự đoán khi sử dụng phương pháp này được biểu thị dưới dạng tần suất hàng năm của các mức tổn hại khác nhau cho phép thực hiện việc so sánh với thống kê về tai nạn trong công nghiệp hoặc các chuẩn cứ rủi ro bằng số. Các bảng về xác suất đã được hoàn thiện và các hướng dẫn được cung cấp để người sử dụng không phải dự đoán các giá trị này từ các nguyên tắc đầu tiên. Hơn nữa các bảng đã được hoàn thiện này có thể được sửa đổi hoặc bổ sung thêm theo yêu cầu của người sử dụng hoặc các nguồn dữ liệu.
Việc sử dụng phương pháp được mô tả có liên quan đến vì chống vòm lò chạy bằng động cơ trên gương lò của một mỏ than. Viễn cảnh tai nạn sẽ được dùng làm ví dụ là một nguyên nhân và hậu quả của tình trạng nguy hiểm “cáp điện áp cao bị hư hỏng”
A.6.2 Mô tả phương tiện hoặc phương pháp
A.6.2.1 Biểu mẫu 1 – Mô tả viễn cảnh tai nạn
Biểu mẫu cho trong Bảng A.10 được dùng để mô tả viễn cảnh tai nạn dựa trên thông tin ghi lại được trong nhận biết mối nguy hiểm. Có nhiều tình trạng nguy hiểm khác nhau cho mỗi mối nguy hiểm và/hoặc nhiều sự kiện nguy hiểm khác nhau cho mỗi tình trạng nguy hiểm. Trong ví dụ đã sử dụng, các cáp điện áp cao bị hư hỏng đặt ra mối nguy hiểm điện giật hoặc mối nguy hiểm cháy.
Nên sử dụng một biểu mẫu cho mỗi nhóm hợp của mối nguy hiểm, tình trạng nguy hiểm và sự kiện nguy hiểm. Một số tình trạng nguy hiểm chỉ liên quan đến một số loại người, ví dụ kỹ thuật viên bảo dưỡng, các tình trạng nguy hiểm khác sẽ liên quan đến phạm vi các loại người khác nhau (người vận hành, kỹ thuật viên bảo dưỡng hoặc những người đi qua). Vấn đề này được làm rõ trong biểu mẫu.
Mục tiêu là để mô tả rõ ràng, càng gần với thực tế càng tốt, mọi cái (chuỗi sự kiện) phải diễn ra hoặc tồn tại để xảy ra sự kiện nguy hiểm. Khi làm việc này cần xem xét đến các khía cạnh được mô tả trong 7.3, TCVN 7301-1 : 2008.
Bảng A.10 – Biểu mẫu 1
|
Định nghĩa |
Mô tả đối với máy |
|
Mối nguy hiểm: Mô tả nguồn tổn hại tiềm tàng |
Các bộ phận có dòng điện áp cao chạy qua |
|
Tình trạng nguy hiểm: Mô tả công việc trong sử dụng máy (bao gồm cả các công việc như chỉnh đặt và bảo dưỡng) làm cho một người phơi ra trước mối nguy hiểm, nghĩa là có tiềm năng dẫn đến tổn hại. Mô tả loại người phơi ra, ví dụ người vận hành, kỹ thuật viên bảo dưỡng, người đi qua. |
Các vật nặng được để nằm trên đường của vì chống vòm lò chạy bằng động cơ sau các công việc không theo thường lệ, đặt ra mối nguy hiểm khi hoạt động bình thường được tiếp tục. |
|
Sự kiện nguy hiểm: Mô tả mối nguy hiểm có thể gây ra tổn hại như thế nào. Nó có thể được quy định cho sai sót của con người trong vận hành nguy hiểm hoặc là một sự kiện/hư hỏng ngẫu nhiên |
Sự bốc cháy của môi trường nổ. CHÚ THÍCH: Cũng có khả năng một người nào đó có thể bị điện giật do tiếp xúc với bộ phận có dòng điện chạy qua, nhưng đây là một viễn cảnh khác có thể được đánh giá khi sử dụng một bộ biểu mẫu khác. |
|
Hậu quả: Mô tả tổn hại có thể có dưới dạng các hậu quả xấu nhất đáng tin cậy. Cũng mô tả các hậu quả ít nghiêm trọng nhưng có thể xảy ra nhiều hơn khi tính đến các khả năng để tránh hoặc hạn chế tổn hại. Bảng A.18 đưa ra các ví dụ về các loại tổn hại |
Sự nổ - làm chết một người nào đó trong vùng lân cận, có thể có nhiều người chết |
|
Điều kiện tiên quyết đối với sự kiện nguy hiểm: Các điều kiện tiên quyết được nhận biết phải xảy ra hoàn toàn hoặc thích hợp cho xảy ra tai nạn. Nếu chỉ có một điều kiện tiên quyết không xảy ra thì không thể có viễn cảnh của tai nạn. Ngược lại nếu tai nạn sẽ xảy ra bất kể điều gì đó được xem là một điều kiện tiên quyết thì trong thực tế nó không phải là một điều kiện tiên quyết. Các điều kiện tiên quyết nên được phân tích tương đối chi tiết để đạt được sự dự đoán xác suất tin cậy hơn. Có thể có các cách khác nhau để xác định các điều kiện tiên quyết, với điều kiện là các định nghĩa phải rõ ràng và không có điều kiện tiên quyết nào được lặp lại. Cách sử dụng các điều kiện tiên quyết là không quan trọng. |
1 Xà chống được vứt lại trên đường của vì chống vòm lò – không có sự đào tạo và giám sát tốt thì điều này là có thể. 2 Cáp dẫn điện áp cao bị hư hỏng – nếu cáp không được bảo vệ thì điều này là rất có thể 3 Môi trường nổ tồn tại – không có sự ngăn chặn bụi, than thì điều này là rất có thể, một hỗn hợp không khí – mêtan cũng có thể gây nổ. |
A.6.2.2 Biểu mẫu 2 – Xác suất để tất cả các điều kiện tiên quyết được đáp ứng
Sử dụng biểu mẫu 2 (xem Bảng A.11) nếu có nhiều hơn một điều kiện tiên quyết để ghi lại một cách riêng biệt các xác suất của chúng trước và sau khi xem xét sự thất bại của nguyên nhân chung. Bất cứ điều kiện tiên quyết nào có một nguyên nhân chung với sự kiện ban đầu hoặc một điều kiện tiên quyết sớm hơn nên được gán cho xác suất bằng một. Nếu có sự phụ thuộc vào đó giữa các điều kiện tiên quyết thì phải cố gắng xác định chỉ một điều kiện tiên quyết gắn với thất bại của nguyên nhân chung hoặc hạn chế xác suất của mỗi điều kiện tiên quyết khi thích hợp. Nếu có nghi ngờ thì điều chỉnh xác suất của tất cả các điều kiện tiên quyết nhưng một trong các điều kiện tiên quyết dễ bị ảnh hưởng của thất bại của nguyên nhân chung được điều chỉnh xác suất bằng một. Trong ví dụ này không có nguyên nhân chung giữa các điều kiện tiên quyết để giá trị sự thất bại của nguyên nhân chung bằng giá trị ban đầu.
Bảng A.11 – Biểu mẫu 2
|
Điều kiện tiên quyết (từ danh mục trong biểu mẫu 1) |
Giá trị |
Bộ nhận dạng |
Giá trị sự thất bại của nguyên nhân chung |
|
1 Xà chống được vứt lại trên đường của vì chống vòm lò – Sử dụng sai sót chung của sự bỏ sót từ Bảng A.17 |
0,01 |
p1 |
0,01 |
|
2 Cáp điện áp cao bị hư hỏng |
0,1 |
p2 |
0,1 |
|
3 Môi trường nổ tồn tại |
0,1 |
p3 |
0,1 |
|
… |
- |
… |
- |
|
n |
- |
pn |
- |
|
Xác suất để tất cả các điều kiện tiên quyết được đáp ứng Bất cứ điều kiện tiên quyết nào có một nguyên nhân chung với sự kiện ban đầu hoặc một điều kiện tiên quyết sớm hơn nên được gán cho xác suất bằng một. Vẽ một đường nối các điều kiện tiên quyết dễ bị ảnh hưởng của sự thất bại của nguyên nhân chung. Các Bảng A.16 và A.17 có thể có ích trong việc quyết định các giá trị xác suất. Các mức thất bại có thể nhận được từ nhà cung cấp hoặc được dự đoán khi sử dụng Bảng A.15. |
ppl i = 1, …..n |
1 x 10-4 |
|
A.6.2.3 Các biểu mẫu 3 – Dự đoán xác suất của sự kiện nguy hiểm và của sự phơi ra trước mối nguy hiểm
Các biểu mẫu này được sử dụng để xác định về mặt số lượng các yếu tố rủi ro “phơi” và “xảy ra một sự kiện nguy hiểm”. Trong sự minh họa này đối với phương pháp sẽ có sự lựa chọn giữa hai biểu mẫu: Sử dụng biểu mẫu 3A cho các sự kiện nguy hiểm được bắt đầu từ sai sót của con người khi bị phơi ra trước mối nguy hiểm. Sử dụng biểu mẫu 3B cho các sự kiện nguy hiểm được bắt đầu bởi một sự kiện hoặc hư hỏng có thể xảy ra và bất kể một người nào đó bị phơi ra hoặc không bị phơi ra trước mối nguy hiểm. Khi sai sót của con người có thể dẫn đến tổn hại cho một người khác thì sự phơi ra của người khác sẽ không phụ thuộc vào việc khi nào có thể có sai sót, và nên sử dụng biểu mẫu 3B hơn là sử dụng biểu mẫu 3A. Sai sót của con người cũng có thể là một điều kiện tiên quyết hơn là một sự kiện ban đầu.
Biểu mẫu 3A yêu cầu các nội dung sau:
- Dự đoán số các lần vận hành mỗi năm mà một người có thể bị phơi ra trước một tình trạng nguy hiểm: sự dự đoán này có thể được thực hiện trên cơ sở kinh nghiệm sử dụng máy đã cho hoặc máy tương tự, trong trường hợp này có thể đưa giá trị này một cách đơn giản vào hàng thứ ba. Theo cách khác, giá trị này có thể được tính toán bằng cách nhân số ca làm việc mỗi năm với số các lần vận hành nguy hiểm được dự đoán mỗi năm. Nếu có nghi ngờ, tốt nhất là giả sử có 235 ca làm việc mỗi năm. Đối với các máy được sử dụng theo mùa vụ, ví dụ, các máy nông nghiệp được sử dụng một số ít tháng trong năm chỉ trong vụ thu hoạch, vẫn sử dụng giá trị 235 ca làm việc mỗi năm, vì không thể giả sử rằng người vận hành không bị rủi ro trong thời gian còn lại của năm.
CHÚ THÍCH: Số ca làm việc trong mỗi năm có thể thay đổi từ nơi này sang nơi khác.
- Dự đoán xác suất của một sai sót của con người trong khoảng thời gian trung bình của một sự kiện nguy hiểm: Có thể sử dụng Bảng A.13 khi dự đoán xác suất này.
Nguyên nhân cơ bản là do sai sót của con người (các xà chống được vứt nằm đó đây), nhưng sự phơi ra trước mối nguy hiểm không phụ thuộc vào sai sót của con người cho nên sử dụng biểu mẫu 3B.
Sử dụng biểu mẫu 3A được cho như Bảng A.12 khi sự kiện nguy hiểm được bắt đầu bởi sai sót của con người trong khi phơi ra trước mối nguy hiểm.
Bảng A.12 – Biểu mẫu 3A
|
Thành phần |
Bộ nhận dạng |
Giá trị |
|
Số ca làm việc của người vận hành mỗi năm: nếu người vận hành làm việc một năm tiêu chuẩn, nghĩa là trung bình một ca mỗi ngày, 5 ngày mỗi tuần lễ, và 47 tuần lễ một năm (có tính đến các ngày nghỉ) như vậy số ca làm việc mỗi năm là 5 x 47 = 235 ca CHÚ THÍCH – Số ca làm việc trong mỗi năm có thể thay đổi từ nơi này sang nơi khác. |
n1 |
|
|
Tỷ phần ca làm việc tiêu chuẩn khi sử dụng máy đã cho: đây là phần thời gian mà người vận hành không có để làm việc với máy khác. |
r1 |
|
|
Số lần vận hành nguy hiểm mỗi ca làm việc: trị số này nên được xét đoán dựa trên cơ sở kiểu (mô hình) sử dụng bình thường của máy, bao gồm cả thời gian cho chỉnh đặt và bảo dưỡng. |
n2 |
|
|
Số lần vận hành nguy hiểm mỗi năm: tích số của hai giá trị nêu trên hoặc giá trị phụ dựa trên kinh nghiệm hoặc các dữ liệu khác. |
n3 = n1.n2 |
|
|
Xác suất sai sót của con người trong khoảng thời gian trung bình của một lần vận hành nguy hiểm: sử dụng Bảng A.18 |
Pe |
|
|
Xác suất để tất cả các điều kiện tiên quyết được đáp ứng: nếu không có các điều kiện tiên quyết thì xác suất này được đặt là một. Nếu có nhiều hơn một điều kiện tiên quyết thì sử dụng biểu mẫu 2 để tính toán xác suất này. |
Pp |
|
|
Tần suất của sự kiện nguy hiểm (mỗi năm) khi con người bị đặt trước mối nguy hiểm. |
F = PePpn3/r1 |
|
Sử dụng biểu mẫu 3B như được cho trong Bảng A.13 khi sự kiện nguy hiểm được bắt đầu bằng một sự kiện không phụ thuộc vào sự phơi ra trước mối nguy hiểm, như là sự hư hỏng của một bộ phận, chi tiết hoặc chức năng của máy.
Bảng A.13 – Biểu mẫu 3B
|
Thành phần |
Bộ nhận dạng |
Giá trị |
|
Tần suất (mỗi năm) của sự kiện nguy hiểm: có thể nhận được tần suất này từ nhà cung cấp bộ phận có liên quan. Theo cách khác, có thể dự đoán theo kinh nghiệm khi sử dụng Bảng A.1 Nếu cáp điện áp cao bị hư hỏng và môi trường nổ tồn tại thì hồ quang sớm hoặc muộn sẽ dẫn đến sự bốc cháy. |
f1 |
1 |
|
Tỷ phần thời gian chi phí cho sử dụng hoặc ở trong vùng lân cận của máy: có thể dự đoán tỷ phần thời gian này từ sự hiểu biết kiểu sử dụng máy thông thường, bao gồm cả thời gian cho chỉnh đặt và bảo dưỡng. Thời gian chi phí cho vận hành nguy hiểm chia cho thời gian liên quan mật thiết với máy – điều này ngăn ngừa sự giảm thời gian đối với những người chỉ thỉnh thoảng mới sử dụng máy. Gương lò than được giả thiết là vận hành trung bình 90% thời gian của một ca làm việc điển hình. |
r2 |
0,9 |
|
Xác suất để tất cả các điều kiện tiên quyết được đáp ứng: nếu không có các điều kiện tiên quyết thì xác suất này được đặt là một. Nếu có nhiều hơn một điều kiện tiên quyết thì sử dụng biểu mẫu 2 để tính toán xác suất này. |
Pp |
1 x 10-4 |
|
Tần suất (mỗi năm) của sự kiện nguy hiểm khi con người bị phơi ra trước mối nguy hiểm. |
F = Pp f1 r2 |
0,9 x 10-4 |
|
Tần suất luân phiên (mỗi năm) dựa trên kinh nghiệm hoặc các dữ liệu khác. |
F |
- |
A.6.2.4 Biểu mẫu 4 – Dự đoán rủi ro khi tính đến các khả năng để tránh hoặc hạn chế tổn hại
Biểu mẫu cho trong Bảng A.14 được sử dụng để tính đến các khả năng tránh hoặc hạn chế tổn hại và giúp cho việc tránh dự đoán rủi ro quá mức hoặc dưới mức khi rủi ro xấu nhất có thể đạt tới là chết người, nhưng do khả năng hạn chế hoặc tránh tổn hại cho nên các thương tích lớn hoặc nhỏ có thể xảy ra nhiều hơn.
A.6.2.5 Dữ liệu bổ sung
Xem các Bảng A.15 đến Bảng A.18.
Bảng A.14 – Biểu mẫu 4
|
Thành phần |
Bộ nhận dạng |
Giá trị |
||
|
Tần suất của sự kiện nguy hiểm khi người bị phơi từ biểu mẫu 3A hoặc 3B |
F |
0,9 x 10-4 |
||
|
Mức nghiêm trọng Xem các ví dụ của Bảng A.18 |
Xác suất để nếu tổn hại xảy ra thì nó là sự nghiêm trọng riêng |
Tần suất của tổn hại đối với mỗi mức nghiêm trọng |
||
|
|
Bộ nhận dạng |
Giá trị |
Bộ nhận dạng |
Giá trị |
|
Chết người và tàn tật nghiêm trọng vĩnh viễn |
S1 |
1 |
F.S1 |
0,9 x 10-4 |
|
Lớn – rất không chắc sống sót được sau vụ nổ |
S2 |
|
F.S2 |
|
|
Nhỏ |
S3 |
|
F.S3 |
|
|
Không – hoặc thương tích không đáng kể |
S4 |
|
|
|
|
Tổng |
S1 + S2 + S3 + S4 |
1 |
|
|
Bảng A.15 – Tần suất của các sự kiện hiếm có được lựa chọn
|
Sự kiện |
Tần suất |
|
Rủi ro chết người ở Châu Âu do tất cả các nguyên nhân |
1 x 10-2 |
|
Rủi ro chết người do làm việc trong các nhóm rủi ro cao trong các ngành công nghiệp tương đối rủi ro như ngành mỏ |
1 x 10-3 |
|
Chết người do tai nạn giao thông |
1 x 10-4 |
|
Chết người trong một tai nạn tại nơi làm việc trong các bộ phận an toàn nhất của công nghiệp |
1 x 10-5 |
|
Chết người do cháy hoặc nổ khí tại nhà |
1 x 10-6 |
|
Bị sét đánh |
1 x 10-7 |
Bảng A.16 – Giá trị xác suất đề nghị
|
Xác suất |
Mô tả |
|
1 |
Xảy ra liên tục |
|
10-1 |
Thường xuyên và được mong đợi. Thường xảy ra như một phần của quá trình |
|
10-2 |
Có thể. Được nhận biết mối nguy hiểm xảy ra trong quá trình |
|
10-3 |
Không thông thường. Được nhận biết mối nguy hiểm thỉnh thoảng mới xảy ra nhưng thường không dự tính trước được |
|
10-4 |
Nhỏ. Đã xảy ra ở một nơi nào đó, có thể trong công ty khác |
|
10-5 |
Có thể tin được. Có thể xảy ra nhưng không có bằng chứng bao giờ sẽ xảy ra |
|
10-6 |
Không chắc sẽ xảy ra. Cực kỳ không chắc sẽ xảy ra. Hợp lý hơn là giả thiết nó sẽ không xảy ra |
|
10-7 |
Không thể tin được. Không bao giờ xảy ra |
Bảng A.17 – Xác suất sai sót của con người
|
Xác suất của sai sót |
Công việc |
|
1 x 10-4 |
Theo thường lệ, thông tin phản hồi tốt theo thời gian để lợi dụng được thông tin này, đánh giá tốt đối với mối nguy hiểm |
|
0,001 |
Theo thường lệ, đơn giản |
|
0,01 |
Sai sót chung và sự bỏ sót |
|
0,1 |
Không theo thường lệ, phức tạp |
|
0,1 |
Căng thẳng (stress) cao, gò bó thời gian 30 min |
|
0,9 |
Căng thẳng (stress) cao, gò bó thời gian 5 min |
|
1 |
Căng thẳng (stress) cao, gò bó thời gian 1 min |
|
1 |
Sai sót trong bước thứ hai, sẵn có sai lầm trong bước thứ nhất |
Bảng A.18 – Ví dụ về các loại tổn hại đối với mỗi mức nghiêm trọng
|
Mức nghiêm trọng |
Ví dụ về thương tích |
|
Tử vong và thương tật nghiêm trọng vĩnh viễn |
Liệt từ cổ trở xuống Bại liệt hai chân Bất tỉnh kéo dài (hôn mê) Tổn thương não vĩnh viễn |
|
Thương tích lớn |
Gãy xương (không kể gãy xương ngón tay, ngón tay cái hoặc ngón chân) Các vết bỏng gây ra sẹo vĩnh viễn Tổn thương thị giác, một phần hoặc toàn bộ Bị cắt cụt bất cứ bộ phận nào Mất nhận thức (không kéo dài) Trật khớp vai, hông, đầu gối hoặc xương sống Cần điều trị do phơi ra trước khói Bị bất tỉnh và cần được cấp cứu hồi sinh |
|
Thương tích nhỏ |
Gãy xương nhỏ (ngón tay, ngón chân) Các vết cắt và vết thâm tím Các vết bỏng nhẹ, gây sẹo tạm thời Bất cứ thương tích nào khác chỉ cần sự trợ giúp đầu tiên |
|
Không có thương tích và gần như không việc gì |
Không có thương tích, bao gồm cả khả năng tránh được |
A.6.2.6 Thảo luận
Giá trị dự đoán rủi ro bằng cách phân chia viễn cảnh tai nạn thành các hạng mục theo cách này không phải là các số mà là sự hiểu biết tất cả các yếu tố ảnh hưởng đến rủi ro. Điều này có thể hỗ trợ cho nhận dạng một loạt các biện pháp giảm rủi ro. Chẳng hạn, trong ví dụ này, sự đào tạo và năng lực là rất quan trọng đối với việc giảm rủi ro. Quy trình đánh giá rủi ro một cách đầy đủ, được dẫn dắt bởi một người thực hành có kinh nghiệm cùng với những người thiết kế và các kỹ sư lắp đặt/bảo dưỡng tạo thành một nhóm khảo sát hệ thống vì chống vòm lò chạy bằng động cơ cần có chương trình sau:
- một ngày để làm quen/xác định các giới hạn;
- hai ngày để nhận biết mối nguy hiểm trong danh sách 41 mối nguy hiểm và tình trạng nguy hiểm có liên quan;
- một ngày để dự đoán rủi ro trong khi mười tình trạng nguy hiểm đã được khảo sát với việc sử dụng phương pháp định lượng đã được hướng dẫn tương tự như phương pháp đã mô tả ở trên, phần còn lại được dự đoán theo định tính;
- năm ngày để ghi chép đầy đủ các kết quả, thực hiện việc đánh giá mức rủi ro có giới hạn và so sánh toàn diện với các số liệu thống kê về tai nạn, mặc dù công việc này đã được giảm đi một cách đáng kể với sự trợ giúp của máy tính;
- một ngày để lấy ý kiến phản hồi về kết quả của nhóm và các thành viên của ban có liên quan.
Các rủi ro được dự đoán khi sử dụng phương tiện này đã tính đến sự hiện diện của các biện pháp bảo vệ trong thiết kế cũng như các thực hành gia công trong công nghiệp thông thường. Các rủi ro được dự đoán đã được sử dụng để thông báo các quyết định về việc có cần thiết phải có các biện pháp giảm rủi ro bổ sung nữa hay không. Nhóm thiết kế đã quyết định rằng sự thay đổi thiết kế, ví dụ bao gồm cả một barie bảo vệ đã không thực hiện được đối với số lượng các rủi ro này. Tuy nhiên rủi ro và các biện pháp mà người sử dụng yêu cầu để kiểm soát rủi ro đã được mô tả trong thông tin cho sử dụng máy.
Phương pháp do một nhóm được dẫn dắt bởi một người thực hành có kinh nghiệm thích hợp sử dụng là phương pháp lý tưởng. Phương pháp này tạo ra sự thảo luận chi tiết về kỹ thuật và đòi hỏi thiết kế hiện hành phải nắm lấy các mối nguy hiểm và các rủi ro. Vì vậy, sự cố gắng phụ thêm được yêu cầu cho sử dụng như một phương pháp không chắc có lợi đối với máy được thiết kế tốt vì ở các máy này đã có quy trình kỹ thuật tiêu chuẩn hóa hoặc được thừa nhận rộng rãi dưới dạng các biện pháp bảo vệ thích hợp.
A.7 Đánh giá rủi ro khi sử dụng phương pháp hỗn hợp
A.7.1 Yêu cầu chung
Phương pháp đánh giá rủi ro này xác định một cách định lượng các thông số chất lượng. Đây là một phương pháp hỗn hợp giữa cho điểm và ma trận.
Phương pháp này bao hàm từ nhận biết mối nguy hiểm đến dự đoán rủi ro và đánh giá mức rủi ro, các biện pháp bảo vệ được thực thi và quyết định xem xét an toàn của máy một cách đầy đủ.
Đánh giá rủi ro khi sử dụng phương pháp này và phương tiện mà một cá nhân có thể tạo ra trong công việc từ ngày này sang ngày khác là bước đầu tiên trong toàn bộ quy trình đánh giá rủi ro, nhưng nhóm đánh giá nên xem xét lại hoặc lặp lại như đã mô tả trong 4.2.
Trước khi bắt đầu sử dụng phương pháp này cần có sự chuẩn bị như đã mô tả trong Điều 4 và xác định các giới hạn của máy như đã quy định trong 5.2.
A.7.2 Mô tả phương tiện hoặc phương pháp
Nên sử dụng Bảng A.19 cùng với thông tin hướng dẫn sau
Đánh giá tiền rủi ro
Đây là bước đánh giá rủi ro đầu tiên được thực hiện trong giai đoạn thống nhất về quan niệm, ở đây chỉ có các đặc tính và các bản phác thảo. Không lập các bản vẽ chi tiết ở giai đoạn này. Nó được dùng để lựa chọn các hệ thống chủ yếu của máy, ví dụ, đường dẫn động cơ khí hoặc truyền động secvô, bít kín không khí nóng hoặc bít kín siêu âm, rào chắn di động hoặc màn chắn (barie) ánh sáng. Xem Bảng A.19.
Đánh giá rủi ro trung gian
Cần kiểm tra tất cả các đánh giá rủi ro trung gian được thực hiện trong quá trình phát triển của máy. Có hai bộ (tập hợp) các mối nguy hiểm được xử lý trong giai đoạn này. Khi trong giai đoạn đánh giá tiền rủi ro đã chỉ ra các biện pháp bảo vệ thì chúng phải được thực hiện và đánh giá lại trong giai đoạn này. Kết cấu máy thay đổi trong quá trình phát triển. Việc đánh giá rủi ro phải đi theo cùng với việc xem xét lại thiết kế và đề án. Các mối nguy hiểm mới được xử lý trong giai đoạn này. Xem Bảng A.19.
Đánh giá rủi ro tiếp theo
Đánh giá rủi ro tiếp theo được thực hiện cho các biện pháp bảo vệ đã đặt ra. Không nên có mối nguy hiểm mới xuất hiện trong giai đoạn này. Khi một mối nguy hiểm mới được nhận dạng tiếp sau các biện pháp bảo vệ thì mối nguy hiểm mới này cũng được dự đoán và đánh giá mức trong giai đoạn này. Nếu cần đến một biện pháp bảo vệ thì việc đánh giá tiếp theo phải được thực hiện lại cho biện pháp bảo vệ này. Xem Bảng A.19.
Số tham chiếu (chuẩn)
Số tham chiếu hoặc số loạt được dùng để đặt cho mỗi mối nguy hiểm được nhận dạng một số dùng cho mục đích tham chiếu.
Số loại
Số loại mối nguy hiểm hoặc nhóm mối nguy hiểm được dùng để phân loại các mối nguy hiểm. Các số này được đặt cho loại hoặc nhóm mối nguy hiểm theo Bảng A.1 TCVN 7301-1 : 2008.
Mối nguy hiểm
Mô tả sự nguy hiểm. Số loại nhận dạng loại hoặc nhóm mối nguy hiểm, chỉ ra nguồn gốc của loại hoặc nhóm mối nguy hiểm. Ví dụ, nếu mối nguy hiểm là một mối nguy hiểm bị đè bẹp thì sẽ được chỉ thị bởi số “1” trong cột số loại và “đè bẹp” trong cột mối nguy hiểm.
Cùng một mối nguy hiểm có thể yêu cầu một số sự dự đoán do các tình trạng nguy hiểm và sự kiện nguy hiểm khác nhau.
Sự nghiêm trọng, Se
Se là sự nghiêm trọng của tổn hại có thể xảy ra, là hậu quả của mối nguy hiểm đã nhận dạng. Sự nghiêm trọng được cho điểm như sau:
1 các vết xước, vết thâm tím được chữa khỏi trong lần cứu chữa đầu tiên hoặc các thương tích tương tự;
2 các vết xước, vết thâm tím nghiêm trọng hơn, vết đâm cần có sự chăm sóc y tế của thầy thuốc lành nghề, có kinh nghiệm;
3 thương tích thường không chữa khỏi được, sẽ hơi khó khăn để tiếp tục làm việc sau khi lành vết thương;
4 thương tích không chữa khỏi được và sẽ rất khó khăn để tiếp tục làm việc sau khi lành vết thương, nếu làm hết sức mình.
Tần suất, Fr
Fr là khoảng thời gian trung bình giữa tần suất phơi ra trước mối nguy hiểm và khoảng thời gian phơi. Tần suất được cho điểm như sau:
2 khoảng thời gian giữa các lần phơi ra lớn hơn một năm;
3 khoảng thời gian giữa các lần phơi ra lớn hơn hai tuần nhưng nhỏ hơn hoặc bằng một năm;
4 khoảng thời gian giữa các lần phơi ra lớn hơn một ngày nhưng nhỏ hơn hoặc bằng hai tuần;
5 khoảng thời gian giữa các lần phơi ra lớn hơn một giờ nhưng nhỏ hơn hoặc bằng một ngày.
Khi khoảng thời gian ngắn hơn 10 min thì các giá trị trên có thể được giảm đi tới mức tiếp sau.
6 khoảng thời gian nhỏ hơn hoặc bằng một giờ. Giá trị này không được giảm đi tại bất cứ thời gian nào.
Xác suất, Pr
Pr là khả năng xảy ra một sự kiện nguy hiểm. Hãy xem xét, ví dụ, tập tính của con người, độ tin cậy của các bộ phận, lịch sử tai nạn và tính chất của bộ phận hoặc thiết bị (ví dụ, một con dao sẽ luôn luôn sắc, một đường ống trong môi trường ban ngày thì nóng, điện có bản chất là nguy hiểm) để xác định mức xác suất. Xác suất được cho điểm như sau:
1 không đáng kể: ví dụ loại bộ phận này không bao giờ hỏng để xảy ra sự kiện nguy hiểm. Không có khả năng sai sót của con người.
2 Hiếm: ví dụ, loại bộ phận này không chắc sẽ bị hỏng để xảy ra sự kiện nguy hiểm. Sai sót của con người là không chắc có.
3 Có thể: ví dụ, loại bộ phận này có thể hỏng để xảy ra sự kiện nguy hiểm. Sai sót của con người là có thể có.
4 Rất có thể: ví dụ, loại bộ phận này rất có thể hỏng để xảy ra sự kiện nguy hiểm. Sai sót của con người là rất có thể có.
5 Rất cao: ví dụ, loại bộ phận này không được chế tạo cho ứng dụng này. Nó sẽ hỏng để xảy ra sự kiện nguy hiểm. Tập tính của con người làm cho khả năng sai sót là rất cao.
Sự tránh được, Av
Av là khả năng tránh được hoặc hạn chế được tổn hại. Hãy xem xét, ví dụ máy được vận hành bởi người có kỹ năng hoặc không có kỹ năng, một tình trạng nguy hiểm có thể dẫn đến tổn hại nhanh như thế nào, và sự nhận biết mối nguy hiểm rủi ro bằng thông tin chung, quan sát trực tiếp hoặc thông qua các tín hiệu cảnh báo, để xác định mức tránh được. Khả năng tránh được cho điểm như sau:
1 Rất có thể: ví dụ, rất có thể sẽ tránh được sự tiếp xúc với các bộ phận chuyển động đằng sau rào chắn được khóa liên động trong phần lớn các trường hợp khi khóa liên động bị hỏng và chuyển động vẫn tiếp tục.
2 Có thể: ví dụ, có thể tránh được mối nguy hiểm do bị vướng mắc vào bộ phận máy khi vận tốc chậm.
3 Không thể: ví dụ, không thể tránh được sự xuất hiện đột ngột của một chùm tia laser có công suất lớn hoặc một bộ phận máy có dòng điện chạy qua do cách điện bị hư hỏng.
Loại, Cl
Cl là loại, Fr, Pr và Av là các yếu tố hợp thành tạo ra khả năng xảy ra tổn hại như đã mô tả trong Điều 7.2.1, TCVN 7301-1 : 2008. Nên dự đoán mỗi yếu tố trong ba yếu tố một cách độc lập. Nên sử dụng giả thiết xấu nhất cho mỗi yếu tố. Fr, Pr và Av được cộng vào trong Cl. Cl là tổng của Fr, Pr và Av, nghĩa là Cl = Fr + Pr + Av.
Đánh giá mức rủi ro
Rủi ro được đánh giá mức bằng cách sử dụng ma trận ở phần giữa và phần trên của biểu mẫu, xem Bảng A.19.
Khi sự nghiêm trọng, Se, giao nhau với loại Cl trong vùng bôi đen thì phải có các biện pháp bảo vệ để giảm rủi ro.
Khi sự nghiêm trọng, Se, giao nhau với loại Cl trong vùng màu xám thì nên có các biện pháp bảo vệ để giảm rủi ro.
Khi sự nghiêm trọng, Se, giao nhau với loại Cl trong vùng còn lại thì rủi ro được giảm đi hoàn toàn.
Biện pháp bảo vệ
Cần thực hiện biện pháp bảo vệ để giảm rủi ro.
An toàn đầy đủ
Cần bảo đảm sự an toàn đầy đủ đối với mối nguy hiểm riêng này.
Các biện pháp bảo vệ phải được thực thi và tiến hành sự dự đoán, đánh giá mức mới với việc sử dụng các thông số rủi ro đã sửa đổi trước khi chỉ ra sự rủi ro là đủ an toàn. Quá trình này bảo đảm hiệu quả của biện pháp bảo vệ. Nó cũng bảo đảm rằng không có các mối nguy hiểm mới được phát sinh khi thực thi biện pháp bảo vệ.
Bình luận
Khi mục “mối nguy hiểm” không đủ để mô tả mối nguy hiểm thì có thể mô tả thêm ở đây. Đặt số tham chiếu mối nguy hiểm cho mối nguy hiểm riêng trong cột bên trái và mô tả mối nguy hiểm trong cột bên phải. Khi sử dụng các ảnh thì phải ghi tham chiếu cho các bức ảnh ở trong mục này.
A.7.3 Ứng dụng
A.7.3.1 Mô tả công việc hoặc máy được đánh giá
Ví dụ này giới thiệu việc sử dụng phương pháp đánh giá rủi ro hỗn hợp trên một máy đóng gói. Đây là phần trích ra của đánh giá rủi ro liên quan đến các mối nguy hiểm điện và cơ.
Các mối nguy hiểm đã liên quan đến việc tiếp xúc với các bộ phận có dòng điện chạy qua và dẫn động dao động trong đó các mối nguy hiểm cơ bắt nguồn từ một truyền động đai và một chốt di động.
Sự phơi ra trước mối nguy hiểm điện đã xảy ra trong quá trình bảo dưỡng. Các mối nguy hiểm cơ đã gắn với công việc vận hành máy.
A.7.3.2 Kết quả đánh giá rủi ro có phương pháp
Bảng A.19 là một bản sao của đánh giá rủi ro trung gian. Việc đánh giá rủi ro trong công việc có liên quan đến bảng này.
Đánh giá rủi ro đầu tiên, đánh giá tiền rủi ro đã được nêu trong tài liệu số 672. Tài liệu này không được giới thiệu.
Trong quá trình đánh giá tiền rủi ro, mối nguy hiểm điện đã được nhận biết (số tham chiếu 1).
Mối nguy hiểm đã được dự đoán và đánh giá mức cần đến các biện pháp bảo vệ.
Đánh giá rủi ro tiếp sau, đánh giá rủi ro trung gian đã được nêu trong tài liệu số 684 (xem Bảng A.19). Nó tham chiếu đánh giá rủi ro trước đó, đánh giá tiền rủi ro, là một phần của tài liệu 672.
Trong quá trình đánh giá rủi ro trung gian, mối nguy hiểm có số tham chiếu 1 đã được đánh giá lại, lần này có biện pháp bảo vệ thích hợp. Nó đã được xác định là có sự an toàn đầy đủ và được chỉ thị trong cột “an toàn đầy đủ” của biểu mẫu trong Bảng A.19.
Trong Bảng A.19, hai mối nguy hiểm mới đã được đánh giá, mối nguy hiểm có các số tham chiếu 2 và 3 ở cùng một sự đánh giá rủi ro. Các mối nguy hiểm này được dự đoán và đánh giá mức để cần đến các biện pháp bảo vệ, đó sẽ là các rào chắn khóa liên động. Sự đánh giá rủi ro cuối cùng, sự đánh giá rủi ro tiếp sau được gán cho một số tài liệu mới. Tài liệu không được giới thiệu. Nó đã tham chiếu sự đánh giá rủi ro trước đó như là một phần của tài liệu 684.
Trong quá trình đánh giá rủi ro tiếp sau, các mối nguy hiểm có số tham chiếu 2 và 3 được đánh giá lại, bây giờ với các biện pháp bảo vệ của chúng, các rào chắn khóa liên động được lắp vào vị trí. Nếu các biện pháp bảo vệ được xác định là có sự an toàn đầy đủ thì chúng được chỉ thị trong cột “an toàn đầy đủ” của biểu mẫu.
Nếu không nhận dạng được các mối nguy hiểm mới thì việc đánh giá rủi ro được hoàn thành. Nếu nhận dạng được một mối nguy hiểm mới ở cùng một thời điểm như các mối nguy hiểm có số tham chiếu 2 và 3 được xác định và không đòi hỏi các biện pháp bảo vệ thì mối nguy hiểm mới này được chỉ thị có sự an toàn đầy đủ trong cột “an toàn đầy đủ”.
Nếu mối nguy hiểm mới được nhận dạng yêu cầu một biện pháp bảo vệ thì đây không phải là sự đánh giá rủi ro tiếp sau, nhưng được chỉ thị là sự đánh giá rủi ro trung gian. Sự đánh giá rủi ro bổ sung thêm, sự đánh giá rủi ro tiếp sau phải được thực hiện khi các biện pháp bảo vệ đã được thực thi cho mối nguy hiểm cuối cùng này.
Sự đánh giá rủi ro này là một sự đánh giá rủi ro tiếp sau và hoàn thành quá trình khi không có thêm mối nguy hiểm được nhận dạng cần đến biện pháp bảo vệ.
A.7.3.3 Thảo luận
Phương pháp này là phương pháp có lợi nhất khi được tiến hành bởi một nhóm đánh giá (xem 4.2). Các nhóm đánh giá sử dụng phương pháp này bao gồm các kỹ sư điện và cơ khí, các kỹ thuật viên làm việc tại hiện trường, các cán bộ kỹ thuật biên tập hướng dẫn sử dụng, lãnh đạo nhóm là một người có sự hiểu biết sâu về phương pháp.
Phương pháp khi được sử dụng như một phần của việc xem xét lại thiết kế đã tiết kiệm được thời gian và bảo đảm rằng an toàn đã là một phần của thiết kế hơn là phần bổ sung thêm vào để cho máy được an toàn đầy đủ.
Phương pháp và phương tiện đánh giá rủi ro này đã được sử dụng trong công nghiệp đóng gói trên toàn thế giới trong nhiều năm. Nhiều cơ quan giám sát cũng đã sử dụng phương pháp này. Nó có thể được sử dụng trong bất cứ ngành công nghiệp nào có liên quan đến máy.
Bảng A.19 – Ví dụ biểu mẫu đầy đủ cho phương pháp hỗn hợp
|
Số tài liệu: 684 Đánh giá rủi ro và các biện pháp bảo vệ
Bình luận về số tham chiếu
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
(Tham khảo)
Ví dụ ứng dụng quy trình đánh giá và giảm rủi ro
B.1 Yêu cầu chung
Mục đích của ví dụ này là giới thiệu một cách không toàn diện một ứng dụng của quy trình đánh giá rủi ro và giảm rủi ro trong quá trình thiết kế máy làm khuôn một trục chính thẳng đứng theo các nguyên tắc chung được đề ra trong TCVN 7301-1 : 2008 và TCVN 7383 : 2004.
Ví dụ này không có ý định bao hàm thiết kế đầy đủ của kiểu máy hoặc một mẫu máy phải tuân theo. Mà chỉ đưa ra các thông tin đầy đủ để người đọc có một ý tưởng tổng thể về một phương pháp áp dụng các nguyên tắc được đề ra trong TCVN 7301-1 : 2008 và TCVN 7383 : 2004.
Các điều B.2 và B.3 được áp dụng khi tính đến toàn bộ chu kỳ tuổi thọ của máy. Tuy nhiên trong B.4, ví dụ được giới hạn chỉ cho giai đoạn sử dụng, đặc biệt là cho chỉnh đặt và vận hành máy.
B.2 Thông tin cho đánh giá rủi ro
CHÚ THÍCH: Xem 4.2 TCVN 7301-1 : 2008.
B.2.1 Đặc tính kỹ thuật ban đầu
B.2.1.1 Yêu cầu chung
Máy được thiết kế theo các đặc tính kỹ thuật ban đầu được cho trong B.2.1.2 đến B.2.1.4.
B.2.1.2 Các yếu tố cơ bản
Có các thông tin sau:
- một máy làm khuôn tĩnh có một trục chính thẳng đứng;
- sử dụng trong nhà xưởng;
- do một người vận hành sử dụng;
- cấp phôi bằng tay;
- được cung cấp điện.
B.2.1.3 Công việc được thực hiện trên máy
Máy được thiết kế để có thể thay đổi được prôphin của các chi tiết gỗ có mặt cắt ngang hình vuông hoặc chữ nhật và các vật liệu tương tự (gỗ bần, tấm gỗ chắp, tấm sợi ép và chất dẻo cứng) bằng chế tạo khuôn, làm lỗ mộng, làm rãnh.
Công việc gia công được thực hiện với máy này như sau.
- Gia công thẳng
Đây là nguyên công tạo hình một chi tiết có một mặt tiếp xúc với bàn máy và mặt kia tiếp xúc với tấm cữ, ở đây quá trình gia công bắt đầu tại một đầu mút của chi tiết gia công và tiếp tục đi tới đầu mút kia.
- Gia công thẳng được dừng lại
Đây là sự gia công chỉ với một phần chiều dài của chi tiết gia công.
- Gia công mặt cong
Đây là quá trình gia công một đoạn cong trên chi tiết gia công có một cạnh tiếp xúc với bàn máy (hoặc nếu được giữ trong đồ gá và đồ gá tiếp xúc với bàn máy) và cạnh kia tiếp xúc với mặt chuẩn thẳng của một bộ phận dẫn hướng vững chắc hoặc bộ phận dẫn hướng bi (ma sát lăn) khi dùng đồ gá.
Máy không dùng để gia công mộng.
Chỉ những sản phẩm gỗ không chứa các vật lạ (ví dụ, đinh) mới được đưa vào gia công.
Máy không dùng để gia công vật liệu kim loại.
Công việc gia công được thực hiện bằng các dao cắt tiêu chuẩn sẵn có trên thị trường.
Máy có các tốc độ khác nhau của trục chính để sử dụng các dụng cụ trong một phạm vi rộng và thích hợp nhất với các vật liệu.
Chiều cao của trục chính sẽ điều chỉnh được để có thể chỉnh đặt chiều cao của dụng cụ cắt.
Tất cả các bộ phận điều chỉnh được của máy (ví dụ, thay dụng cụ, đổi tốc độ) sẽ được vận hành bằng tay.
B.2.1.4 Mô tả khái niệm về máy
CHÚ THÍCH: Xem Hình B.1.
Quá trình phay được thực hiện bằng dao cắt lắp trên trục chính thẳng đứng. Trục chính chỉ quay theo một chiều và có thể nâng lên và hạ xuống được bằng một vô lăng (bộ phận của trục chính). Trục chính có thể quay với bốn tốc độ khác nhau (xem các tốc độ trục chính bên dưới) được dẫn động bằng một động cơ điện và một bộ truyền đai (bộ phận dẫn động).
Bộ phận trục chính và bộ phận dẫn động được kẹp chặt trên bàn máy bằng gang và bàn máy tựa trên hộp máy bằng thép. Cả bàn máy và hộp máy tạo thành giá đỡ tốt cho chi tiết gia công và có chiều cao bảo đảm cho tư thế thẳng đứng có tính ecgônômi.
Để dẫn hướng cho chi tiết trong quá trình gia công, máy có gắn các bộ phận dẫn hướng thích hợp.
Các tốc độ trục chính được lựa chọn bằng tay bằng cách thay đổi đai truyền từ bánh đai nọ sang bánh đai kia.
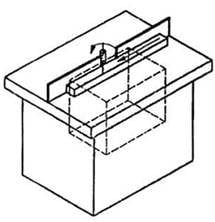
Hình B.1 - Khái niệm về máy
B.2.2 Kinh nghiệm sử dụng
Theo thông tin dữ liệu thống kê, phần lớn các tai nạn xảy ra do tiếp xúc với dụng cụ. Sự tiếp xúc này do sự nẩy ngược lên của chi tiết gia công và sự chạm phải dụng cụ, chủ yếu là trong quá trình gia công cơ khí thẳng. Không sử dụng rào chắn hoặc sử dụng rào chắn không thích hợp, không sử dụng các tấm cữ giả, các gối nén, đồ gá kẹp, dưỡng hoặc các cữ chặn đầu mút là các nguyên nhân chung của tai nạn trên loại máy này.
Các tai nạn rất ít xảy ra hơn là va đập do sự nẩy ngược lên của chi tiết gia công, sự bắn ra của các mảnh hoặc các chi tiết của dụng cụ hoặc máy hoặc sự cháy của các bụi/mảnh gỗ.
Sự thiệt hại đến sức khỏe có thể do sự phát ra hoặc vật liệu sử dụng như:
- tiếng ồn phát ra trong quá trình phay;
- bụi gỗ;
- khói hoặc các chất thoát ra trong khi phay gỗ được ngâm tẩm hoặc được xử lý (bảo quản).
B.2.3 Các quy định, tiêu chuẩn và tài liệu kỹ thuật
Các tiêu chuẩn sau cần được xem xét đầu tiên: TCVN 7383-2:2004, TCVN 7384-1:2004, ISO 13849-2, TCVN 6720:2000, TCVN 7300:2003, ISO 14119, ISO 14120, IEC 60204-1 cũng như EN 614-1 về ecgônômi và ISO/TR 11688-1 về âm học, v.v…
Ngoài ra, các tài liệu kỹ thuật về loại máy này do INRC, HES, BG và OSHA1) phát hành cũng cần được tra cứu.
CHÚ THÍCH: Các tài liệu khác có thể được quan tâm đến là các quy định của nhà nước hoặc vùng có thể áp dụng được và các tiêu chuẩn như EN 847-1 và EN 848-1; tuy nhiên đối với mục tiêu dạy học của ví dụ này thì không dùng đến các tài liệu đã nêu.
B.2.4 Thiết kế sơ bộ máy
Với việc xem xét tất cả các thông tin nêu trên, đặc tính kỹ thuật của máy như sau:
- nguồn cung cấp điện (tần số, giai đoạn, điện áp danh định): 50 Hz/3/400V/PE;
- sự tiếp đất của nguồn điện: hệ thống TT;
- công suất động cơ: 4kW;
- kích thước bàn máy: 1250 mm x 700 mm;
- đặc tính của trục chính: đường kính: 50 mm; chiều dài có ích: 180 mm; phạm vi điều chỉnh thẳng (điều chỉnh bằng tay): 200 mm;
- các tốc độ trục chính (thay đổi bằng tay vị trí của đai truyền trên các bánh đai): 3000 min-1, 4500 min-1, 6000 min-1 và 7500 min-1, tốc độ được lựa chọn phụ thuộc vào vật liệu, đường kính và chiều cao của dụng cụ;
- đường kính của dụng cụ, ví dụ, từ 120 mm đến 220 mm (đường kính lớn nhất của dụng cụ).
CHÚ THÍCH: Các đặc tính khác không liên quan đến ví dụ (gia công tinh bề mặt của bàn máy, độ phẳng, độ đảo của trục chính v.v…) đã được bỏ qua.
Do đó, thiết kế sơ bộ của máy đã được lập như sau (xem các Hình B.2 và B.3).
Máy gồm có một hộp máy bằng thép và một bàn máy bằng gang lắp đặt trên hộp máy. Bên trong hộp máy có một cơ cấu dẫn động (động cơ điện), hệ thống truyền động và bộ phận trục chính (cơ cấu cho chuyển động thẳng đứng và chuyển động quay của trục chính).
Hộp máy có một cửa để tiếp cận hệ thống truyền động trong quá trình thay đổi tốc độ. Cửa này có cánh cửa để đóng kín.
Bàn máy được dùng như một mặt phẳng chuẩn nằm ngang để định vị các chi tiết bằng gỗ được gia công và có một lỗ cho trục chính đi qua. Máy được trang bị các bộ phận dẫn hướng để thực hiện các nguyên công khác nhau.
Trục chính cần có các kích thước để có thể sử dụng được hầu hết các dao cắt tiêu chuẩn sẵn có trên thị trường.
Cơ cấu dẫn động là một động cơ điện không đồng bộ ba giai đoạn, 400 V và công suất 4 kW. Động cơ gắn với phanh để dừng nhanh chuyển động của trục chính mỗi khi có lệnh dừng được đưa ra. Phanh có thể được nhả khi thực hiện một số thao tác (ví dụ, thay đổi tốc độ). Động cơ này truyền công suất cho trục chính thông qua các bánh đai và đai truyền hình thang.
Kích thước tính bằng milimét
Hình B.2 – Các bản vẽ thiết kế sơ bộ
Trên động cơ và trên trục chính có hai bộ bốn bánh đai để tạo ra bốn tốc độ gia công khác nhau. Tốc độ gia công được chọn bằng tay bằng cách chuyển đai truyền từ bánh đai này sang bánh đai khác. Động cơ và các bánh đai lắp trên động cơ có thể được dịch chuyển dễ dàng bằng một cần gạt (không cần dùng đến dụng cụ) để thay đổi đai truyền. Cơ cấu phát hiện vị trí của đai truyền và chỉ thị tốc độ đã lựa chọn thông qua một bộ đèn.
Việc điều chỉnh theo phương thẳng đứng của trục chính được thực hiện bằng cơ cấu bánh răng – thanh răng. Nó không có các bộ phận di động tiếp cận được.
Mạch điều khiển bố trí trong một hộp được đặt phía trước máy. Mạch điều khiển bao gồm các cơ cấu dẫn động điều khiển (các nút ấn khởi động và dừng v.v…), các đèn để chỉ thị tốc độ được lựa chọn và các mạch điều khiển và mạch công suất (các cơ cấu bảo vệ điện, công tắc v.vv…). Tất cả các linh kiện điện (dây dẫn và cáp, cơ cấu điều khiển, động cơ, các cơ cấu bảo vệ thiết bị điện v.v…) được lựa chọn, lắp ráp và liên hợp theo IEC 60204-1. Xem Hình B.3 đối với sơ đồ mạch.
Hình B.3 – Thiết kế sơ đồ mạch
B.3 Xác định các giới hạn của máy
B.3.1 Mô tả các giai đoạn khác nhau của toàn bộ chu kỳ tuổi thọ của máy
Các giai đoạn của chu kỳ tuổi thọ của máy được xem là quan trọng trong ví dụ này là
- Vận chuyển
Tất cả các công việc vận chuyển có thể do người sử dụng máy thực hiện, trong trường hợp này vận chuyển nội địa, di chuyển, v.v…
- Lắp ráp, lắp đặt và đưa vào vận hành
Tháo rời các chi tiết liên quan đến vận chuyển (ví dụ, các vỏ bao che, các bulông cố định), cố định máy với sàn; nối với nguồn cung cấp điện; kiểm tra việc lắp đặt (chiều quay đúng của dụng cụ), kiểm tra chức năng của tất cả các cơ cấu điều khiển và khả năng thực hiện các nguyên công theo yêu cầu của máy.
- Chỉnh đặt
Thay đổi một dụng cụ trên trục chính; lắp ráp và điều chỉnh các bộ phận dẫn hướng; thay đổi tốc độ trục chính và thử nghiệm.
- Vận hành
Phay với cấp phôi bằng tay.
- Làm sạch, bảo dưỡng
Bôi trơn các bộ phận quay và truyền động bằng dầu mỡ, thay đai truyền, làm sạch các chi tiết bên trong máy.
- Tìm các sai sót/xử lý sự cố
Các hoạt động trong trường hợp máy có trục trặc và sau khi đưa các cơ cấu bảo vệ vào vận hành.
- Ngừng vận hành, tháo dỡ máy.
B.3.2 Giới hạn sử dụng
B.3.2.1 Sử dụng theo dự định
Máy được dùng để biến đổi prôphin của các chi tiết bằng gỗ có mặt cắt ngang hình vuông hoặc chữ nhật và các vật liệu tương tự (gỗ bần, tấm gỗ chắp, tấm sợi ép, chất dẻo cứng) bằng chế tạo khuôn, làm lỗ mộng và làm rãnh.
Công việc gia công được thực hiện với máy này như sau:
- gia công thẳng;
- gia công thẳng được dừng lại;
- gia công mặt cong.
Máy chỉ sử dụng cho chuyên dùng.
Máy được sử dụng bởi người có hiểu biết và kinh nghiệm trong sử dụng máy cùng kiểu, không có các hạn chế về khả năng cơ thể của các chi trên và thị giác không bị suy giảm.
Máy được vận hành với người vận hành ở tư thế đứng thẳng. Người vận hành giữ và di chuyển chi tiết gia công trong quá trình phay.
Máy phải do người vận hành có kỹ năng/khả năng bảo dưỡng theo hướng dẫn được cho trong sổ tay hướng dẫn vận hành.
Trục chính có thể quay ở bốn tốc độ khác nhau. Tốc độ được chọn bằng tay bằng cách thay đổi vị trí của đai truyền.
Chỉ sử dụng các dụng cụ cắt thích hợp và được tiêu chuẩn hóa.
B.3.2.2 Sử dụng sai quy cách hợp lý thấy trước
Sử dụng sai quy cách hợp lý thấy trước được tính đến các trường hợp sau:
- gia công các vật liệu khác với vật liệu quy định của người thiết kế (xem B.2.1.3) như cao su, đá, kim loại hoặc các sản phẩm gỗ còn chứa các vật lạ;
- gia công các sản phẩm có các mặt cắt ngang không thích hợp (trụ, elip);
- gia công mộng;
- sử dụng máy với các dụng cụ tự chế ở nhà;
- thay thế các bộ phận hoặc các chi tiết dự phòng bằng các bộ phận và chi tiết khác với quy định;
- sử dụng máy bởi những người ở độ tuổi sáu mươi.
B.3.3 Giới hạn không gian
Máy được sử dụng trong môi trường nhà xưởng công nghiệp.
Để lắp đặt và sử dụng máy cần có một diện tích bằng phẳng tối thiểu là 3000 mm x 3000 mm không có các vật chướng ngại, các cột, v.v…
Người sử dụng cần nối máy với hệ thống hút bụi.
Không được sử dụng máy ở các vị trí có mối nguy hiểm cháy hoặc nổ.
Máy được nối với nguồn cung cấp điện 400 V, ba giai đoạn + PE.
B.3.4 Giới hạn thời gian
Máy được sử dụng với tuổi thọ vận hành 20 000 h.
Máy có một số bộ phận bị mòn cần được kiểm tra và/hoặc thay thế như sau:
- đai truyền: kiểm tra tình trạng và lực căng sau mỗi 500 h;
- phanh: kiểm tra mỗi ngày để bảo đảm thời gian dừng nhỏ hơn 10 s;
- dụng cụ: kiểm tra tình trạng và độ sắc theo hướng dẫn của nhà sản xuất dụng cụ.
Làm sạch các bề mặt nhìn thấy và tiếp cận được, bao gồm cả các bộ phận di động được và các bề mặt dẫn hướng sau mỗi ca làm việc.
Làm sạch toàn bộ máy sáu tháng một lần.
B.4 Nhận biết mối nguy hiểm
B.4.1 Quy mô của hệ thống được phân tích
Như đã nêu trong B.1, sự nhận biết mối nguy hiểm được giới hạn trong ví dụ này cho giai đoạn sử dụng và đặc biệt là cho chỉnh đặt và vận hành máy.
B.4.2 Các công việc được thực hiện
Trong quá trình chỉnh đặt máy cần thực hiện các công việc sau:
- thay đổi dụng cụ khi trục chính dừng lại;
- lắp ráp và điều chỉnh bộ phận dẫn hướng thích hợp (cho gia công thẳng hoặc gia công mặt cong);
- thay đổi tốc độ trục chính;
- thử nghiệm (điều chỉnh chiều cao trục chính và bước tiến/chi tiết gia công để kiểm tra chiều sâu cắt, chiều cao của trục chính đã điều chỉnh, v.v… xem đã thích hợp chưa).
Trong quá trình vận hành máy cần thực hiện các công việc sau:
- phay hoặc gia công định hình chi tiết.
CHÚ THÍCH: Tất cả các công việc điều chỉnh đã được xem xét khi chỉnh đặt máy do đó trong vận hành chỉ điều chỉnh quá trình phay (giữ và chuyển động tiến chi tiết gia công bằng tay trong quá trình gia công).
B.4.3 Các mối nguy hiểm có liên quan và viễn cảnh tai nạn
Cần xác định các vùng nguy hiểm sau (xem Hình B.4):
- Vùng 1: vùng làm việc;
- Vùng 2: khung máy;
- Vùng 3: vùng truyền động;
- Vùng 4: xung quanh máy.
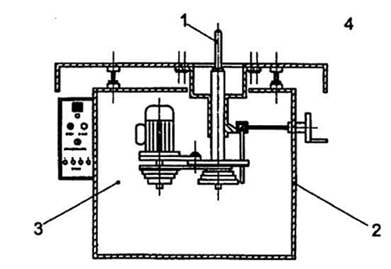
CHÚ DẪN
1, 2, 3, 4 các vùng như đã xác định trong B.4.3.
CHÚ THÍCH: Để nhận biết mối nguy hiểm, xem Bảng B.1.
Hình B.4 – Các vùng nguy hiểm
Bảng B.1 – Nhận biết mối nguy hiểm
|
Đánh giá rủi ro (nhận biết mối nguy hiểm) |
|||||||||
|
Máy |
Máy làm khuôn trục chính thẳng đứng |
Người phân tích |
<Tên> |
||||||
|
Nguồn |
Đặc tính kỹ thuật, thiết kế sơ bộ |
Phiên bản hiện hành |
2.0 |
||||||
|
Phạm vi |
Giai đoạn sử dụng: chỉnh đặt và vận hành |
Ngày |
Tháng 9 – 2007 |
||||||
|
Phương pháp |
Danh mục kiểm tra: Phụ lục A, TCVN 7301-1 : 2008 |
Trang |
1 |
||||||
|
Số tham chiếu |
Chu kỳ tuổi thọ |
Công việc |
Vùng nguy hiểm |
Viễn cảnh tai nạn |
|||||
|
Mối nguy hiểm |
Tình trạng nguy hiểm |
Sự kiện nguy hiểm |
Số tham chiếu |
||||||
|
1 |
Giai đoạn sử dụng: chỉnh đặt |
Thay đổi dụng cụ |
Vùng làm việc |
Cắt ngón tay hoặc bàn tay bởi các lưỡi sắc của dụng cụ |
Làm việc gần/với dụng cụ (xử lý/lắp) |
Tiếp xúc với các lưỡi sắc do không cẩn thận hoặc mất thăng bằng |
1 |
||
|
2 |
Làm việc gần/với dụng cụ (kẹp chặt/không kẹp chặt) |
Tiếp xúc với các lưỡi sắc do trục chính quay gây ra bởi lực kẹp chặt/không chặt |
2 |
||||||
|
3 |
Tiếp xúc với các lưỡi sắc do mất điều khiển sự trượt của dụng cụ do sử dụng các dụng cụ cầm tay (để siết chặt) không thích hợp |
3 |
|||||||
|
4 |
Làm việc gần/với dụng cụ (xử lý/lắp và kẹp chặt) |
Khởi động bất ngờ gây ra sự tiếp xúc với các bộ phận quay |
4 |
||||||
|
5 |
Lắp, điều chỉnh bộ phận dẫn hướng |
Làm việc gần dụng cụ |
Tiếp xúc với các lưỡi sắc do không cẩn thận |
5 |
|||||
|
6 |
Khởi động bất ngờ gây ra sự tiếp xúc với các bộ phận quay |
6 |
|||||||
|
7 |
Giai đoạn sử dụng: chỉnh đặt |
Thay đổi tốc độ trục chính |
Vùng truyền động |
Làm dập nát ngón tay hoặc bàn tay bởi các bộ phận quay (giữa bánh đai và đai truyền) |
Làm việc gần hệ truyền động (ví dụ kiểm tra truyền động khi máy đang chạy) |
Đến gần sát/tiếp xúc với bộ phận quay do sai sót thiết kế CHÚ THÍCH – Tiếp cận hệ truyền động là tập tính dự đoán trước của con người (sử dụng sai quy cách hợp lý thấy trước), ví dụ, để kiểm tra mà việc kiểm tra này phải được ngăn cản bởi kết cấu máy thích hợp |
7 |
||
|
8 |
Giai đoạn sử dụng: chỉnh đặt |
Thay đổi tốc độ trục chính |
Vùng truyền động |
Làm dập nát các ngón tay hoặc bàn tay bởi các bộ phận quay (giữa bánh đai và đai truyền) |
Làm việc gần hệ truyền động (trong khi máy được dừng) |
Khởi động bất ngờ gây ra sự tiếp xúc với các bộ phận quay |
8 |
||
|
9 |
Các bộ phận có dòng điện chạy qua do dòng điện rò |
Làm việc với máy đang có điện áp |
Tiếp xúc gián tiếp |
9 |
|||||
|
10 |
Thử nghiệm |
Vùng làm việc |
Cắt các ngón tay hoặc bàn tay, vướng vào các bộ phận quay (dụng cụ cắt) |
Làm việc gần dụng cụ cắt (chuyển động tiến chi tiết gia công) |
Tiếp xúc với các bộ phận di động do mất sự điều khiển đối với chi tiết (chi tiết gia công không thích hợp về vật liệu, kích thước hoặc hình dạng, dụng cụ không thích hợp, tốc độ của dụng cụ không thích hợp, chuyển động tiến chi tiết theo cùng một chiều với chuyển động quay của dụng cụ - cắt leo – chiều sâu cắt quá lớn |
10 |
|||
|
11 |
Tiếp xúc với các bộ phận chuyển động do mất sự điều khiển chi tiết gia công gây ra bởi bộ phận dẫn hướng không liên tục (có các khe hở) |
11 |
|||||||
|
12 |
Tiếp xúc với các bộ phận chuyển động do mất sự điều khiển chi tiết gia công gây ra bởi bàn máy không liên tục (lỗ trên bàn máy) |
12 |
|||||||
|
13 |
Tiếp xúc với các bộ phận chuyển động do không có các biện pháp bảo vệ |
13 |
|||||||
|
14 |
Tiếp xúc với các bộ phận chuyển động do bị vướng – mặc quần áo rộng, vòng cổ, vòng đeo tai, tóc không buộc |
14 |
|||||||
|
15 |
Giai đoạn sử dụng: chỉnh đặt |
Thử nghiệm |
Vùng làm việc |
Cắt các ngón tay hoặc bàn tay, vướng vào các bộ phận quay (dụng cụ) |
Làm việc gần dụng cụ cắt (điều chỉnh các bộ phận dẫn hướng khi máy đang chạy) |
Tiếp xúc với các bộ phận chuyển động do quy trình làm việc không thích hợp |
15 |
||
|
16 |
Vùng làm việc và vùng xung quanh máy |
Va đập với các dụng cụ cắt, chi tiết của máy phóng ra (ví dụ bộ phận dẫn hướng) |
Người vận hành và người khác bị phơi ra trước sự phóng ra của các chi tiết (khi điều chỉnh chiều cao trục chính, chuyển động chi tiết gia công) |
Sự vỡ ra của dụng cụ hoặc các chi tiết của bộ phận dẫn hướng (gây ra bởi sự điều chỉnh không đúng của chiều cao trục chính, điều chỉnh quá mức bộ phận dẫn hướng, chi tiết gia công không thích hợp về vật liệu, kích thước hoặc hình dạng, dụng cụ cắt không thích hợp, kẹp chặt không thích hợp, v.v…) |
16 |
||||
|
17 |
Va đập với các chi tiết gia công hoặc các bộ phận của chúng phóng ra |
Người vận hành và người khác bị phơi ra trước sự phóng ra của các chi tiết chuyển động tiến các chi tiết gia công, đặc biệt là dừng gia công thẳng đứng và gia công mặt cong |
Đẩy chi tiết gia công vào dụng cụ cắt quá nhanh Một số nguyên nhân của các sự kiện dẫn đến các mối nguy hiểm cắt, cũng có thể tạo ra các mối nguy va đập với các chi tiết gia công hoặc các bộ phận của chúng phóng ra (xem số tham chiếu 10, 11 và 12) |
17 |
|||||
|
18 |
Giai đoạn sử dụng: vận hành |
Phay |
Vùng làm việc |
Cắt các ngón tay hoặc bàn tay, vướng vào các bộ phận quay (dụng cụ cắt) |
Làm việc gần dụng cụ cắt (chuyển động tiến chi tiết gia công) |
Tiếp xúc với các bộ phận chuyển động do mất điều khiển chi tiết với gia công (vật liệu chi tiết gia công có khuyết tật, chuyển động tiến chi tiết gia công theo cùng chiều với chuyển động quay của dụng cụ cắt – cắt leo – tốc độ chuyển động tiến chi tiết gia công không thích hợp, v.v…) |
18 |
||
|
19 |
Tiếp xúc với các bộ phận chuyển động do mất điều khiển chi tiết gia công gây ra bởi bộ phận dẫn hướng không liên tục (có khe hở) |
19 |
|||||||
|
20 |
Tiếp xúc với các bộ phận chuyển động quay do mất điều khiển chi tiết gia công gây ra bởi bàn máy không liên tục (lỗ trên bàn máy) |
20 |
|||||||
|
21 |
Tiếp xúc với các bộ phận chuyển động quay do không có các thiết bị bảo vệ |
21 |
|||||||
|
22 |
Tiếp xúc với các bộ phận chuyển động do bị vướng – mặc quần áo rộng, vòng cổ, vòng đeo tai, tóc không buộc |
22 |
|||||||
|
23 |
Làm việc gần dụng cụ cắt (ví dụ tháo phế liệu hoặc chi tiết gia công ngay sau khi có lệnh dừng và nhả phanh) |
Tiếp xúc với các bộ phận chuyển động quay do thiết kế mạch điều khiển không thích hợp |
23 |
||||||
|
24 |
Giai đoạn sử dụng: vận hành |
Phay |
Vùng làm việc và vùng xung quanh máy |
Va đập với các dụng cụ cắt, chi tiết của máy phóng ra (ví dụ: bộ phận dẫn hướng) |
Người vận hành và người khác bị phơi ra trước sự phóng ra của các chi tiết (chuyển động tiến chi tiết gia công, điều chỉnh chiều cao trục chính) |
Sự vỡ của dụng cụ cắt hoặc các chi tiết của bộ phận dẫn hướng (gây ra bởi sự điều chỉnh không đúng chiều cao của trục chính, điều chỉnh quá mức bộ phận dẫn hướng, chi tiết gia công không thích hợp về vật liệu, kích thước hoặc hình dạng, dụng cụ cắt không thích hợp, kẹp chặt không thích hợp, v.v…) |
24 |
||
|
25 |
Va đập với chi tiết gia công hoặc bộ phận của nó phóng ra |
Người vận hành và người khác bị phơi ra trước sự phóng ra của các chi tiết gia công (chuyển động tiến chi tiết gia công, đặc biệt là dừng gia công thẳng đứng và gia công mặt cong |
Đẩy chi tiết gia công vào dụng cụ cắt quá nhanh Một số nguyên nhân của các sự kiện dẫn đến các mối nguy hiểm cắt, cũng có thể tạo ra các mối nguy hiểm va đập với các chi tiết gia công hoặc các bộ phận của chúng phóng ra |
25 |
|||||
|
26 |
Bụi gỗ |
Người vận hành và người khác bị phơi ra trước mối nguy hiểm do bụi gỗ phát ra |
Phát ra bụi gỗ có thể gây nguy hiểm |
26 |
|||||
|
27 |
Khói |
Người vận hành và người khác bị phơi ra trước mối nguy hiểm phát sinh ra bởi khói |
Khói bốc ra từ các chi tiết gia công được xử lý ngâm tẩm có thể gây ra nguy hiểm |
27 |
|||||
|
28 |
Cháy |
Người vận hành và người khác bị phơi ra |
Sự bốc cháy của bụi gỗ/vỏ bào do các nguồn điện |
28 |
|||||
|
29 |
Giai đoạn sử dụng: vận hành |
Phay |
Vùng làm việc và vùng xung quanh máy |
Trượt và ngã |
Làm việc ở/với máy |
Trượt trên sàn có bụi và phoi gỗ (vỏ bào) |
29 |
||
|
30 |
Quá trình sản xuất gây tiếng ồn |
Người vận hành và người khác bị phơi ra trước mối nguy hiểm gây ra bởi tiếng ồn |
Phát ra một mức tiếng ồn có thể gây ra nguy hiểm |
30 |
|||||
|
31 |
Làm rối loạn cơ bắp |
Chuyển động tiến chi tiết gia công |
Tư thế gây ra đau và mỏi mệt do trọng lượng quá nặng của chi tiết gia công |
31 |
|||||
|
32 |
Khung máy |
Các chi tiết và bộ phận có dòng điện chạy qua do sự rò điện |
Làm việc với máy đang có điện áp |
Tiếp xúc gián tiếp |
32 |
||||
B.5 Dự đoán rủi ro, đánh giá mức và giảm rủi ro
B.5.1 Phương pháp dự đoán rủi ro
Để dự đoán rủi ro đã sử dụng phương pháp sơ đồ rủi ro của Điều A.4.
Vì phương pháp này rất không thích hợp cho dự đoán rủi ro có liên quan đến các mối nguy hiểm về vệ sinh hoặc ecgônômi hoặc cháy/nổ cho nên đã áp dụng các giả thiết sau cho các rủi ro này.
- Các mối nguy hiểm về vệ sinh và ecgônômi
Các rủi ro liên quan đến vệ sinh phụ thuộc chủ yếu vào loại chất độc hại (tính chất nguy hiểm), nồng độ và thời gian phơi ra trước môi trường độc hại. Một cách tương tự, các rủi ro liên quan đến ecgônômi được dự đoán khi xem xét các yếu tố như sự lặp lại, lực, tư thế, các chuyển động, khoảng thời gian duy trì và thời gian phục hồi, các yếu tố này cũng có thể được cho dưới dạng các thông số của sự nghiêm trọng và sự phơi.
Như vậy, đối với các loại rủi ro này có vẻ như việc dự đoán xác suất xảy ra một sự kiện nguy hiểm và khả năng tránh xảy ra sự kiện này ít có ý nghĩa.
Vì lý do này, từ phương pháp nêu trên, chỉ xem xét sự nghiêm trọng và sự phơi ra trước mối nguy hiểm, còn đối với xác suất xảy ra một sự kiện nguy hiểm và khả năng tránh xảy ra sự kiện này đã lấy/thừa nhận giá trị bảo thủ nhất.
- Cháy
Rủi ro cháy phụ thuộc vào sự có mặt của các chất hoặc vật liệu dễ cháy, oxy và các nguồn bốc cháy. Các thông số của sự nghiêm trọng, sự phơi ra trước mối nguy hiểm và xác suất của sự kiện nguy hiểm có thể gắn liền với kích thước và cường độ của đám cháy tiềm tàng, khoảng thời gian của tình trạng nguy hiểm và xác suất của máy bắt lửa. Khi có khả năng tránh xảy ra sự kiện nguy hiểm thì sẽ xuất hiện khó khăn trong dự đoán rủi ro một cách thực tế nên đã thừa nhận giá trị không thay đổi.
Mặc dù sự dự đoán gần đúng chỉ số rủi ro, nếu sau khi áp dụng các biện pháp bảo vệ đáng tin cậy thì có thể xem như rủi ro được giảm đi một cách thích hợp và không cần phải có thêm các hành động nào khác nữa. Mặt khác nên sử dụng một phương pháp dự đoán rủi ro riêng.
B.5.2 Dự đoán rủi ro, đánh giá và giảm rủi ro
Xem Bảng B.2 đối với dự đoán rủi ro, đánh giá mức rủi ro và giảm rủi ro.
Các chữ viết tắt được dùng trong Bảng B.2 như sau:
S sự nghiêm trọng
S1 nhẹ
S2 trầm trọng
F sự phơi ra trước mối nguy hiểm
F1 hiếm
F2 thường xuyên
O Xác suất xảy ra sự kiện nguy hiểm
O1 rất thấp
O2 có khả năng
O3 cao
A khả năng tránh
A1 có thể
A2 không thể
Rl chỉ số rủi ro: từ 1 (rất thấp) đến 6 (cao nhất)
CHÚ THÍCH 1: Trong chỉnh đặt máy cần thấy rằng các mối nguy hiểm liên quan đến vệ sinh (bụi gỗ và tiếng ồn) cũng như các mối nguy hiểm liên quan đến ecgônômi là không quan trọng bởi vì sự phơi ra trước các mối nguy hiểm này ít có khả năng dẫn đến bất cứ rủi ro nào. Một cách tương tự, đối với các mối nguy hiểm cháy/nổ và trượt, lượng bụi gỗ được tạo ta khi máy được lắp đặt đúng rất ít có khả năng tạo ra một rủi ro đáng kể.
CHÚ THÍCH 2: Một số biện pháp bảo vệ chỉ ra trong Bảng B.2 có thể là kết quả của nhiều quá trình lặp lại. Ví dụ, trong số tham chiếu 12 giả sử giảm lỗ trên bàn bằng cách đưa vào các vòng đệm đặt trên bàn; trên thực tế, các yêu cầu bổ sung đối với vật liệu mềm có thể là kết quả của sự nhận biết một mối nguy hiểm thứ hai để tránh làm vỡ dụng cụ trong trường hợp tiếp xúc với vòng.
CHÚ THÍCH 3: Trong số tham chiếu 18, giả sử dùng một cơ cấu chuyển động tiến chi tiết gia công cơ khí hóa như là một biện pháp bảo vệ. Quy trình lặp của việc đánh giá rủi ro, khi tính đến hướng dẫn của nhà sản xuất cơ cấu này, có thể yêu cầu phải có sự xem xét thêm các mối nguy hiểm tiềm tàng sinh ra bởi cơ cấu chuyển động tiến trong toàn bộ chu kỳ tuổi thọ của máy và nếu cần thiết thì phải có các biện pháp giảm rủi ro mới (ví dụ, khóa liên động thích hợp giữa các chức năng điều khiển của bộ phận trục chính và cơ cấu chuyển động tiến cơ khí hóa, có phương tiện điều khiển dừng khẩn cấp, có sự điều chỉnh thích hợp).
Bảng B.2 – Đánh giá rủi ro (dự đoán và đánh giá mức rủi ro) và giảm rủi ro
|
Đánh giá rủi ro (dự đoán và đánh giá mức rủi ro) và giảm rủi ro |
|||||||||||||||
|
Máy |
Máy làm khuôn, trục chính thẳng đứng |
Người phân tích |
<Tên> |
||||||||||||
|
Nguồn |
Đặc tính kỹ thuật, thiết kế sơ bộ |
Phiên bản hiện hành |
2.0 |
||||||||||||
|
Phạm vi |
Giai đoạn sử dụng: chỉnh đặt và vận hành |
Ngày |
Tháng 7 – 2007 |
||||||||||||
|
Phương pháp |
Sơ đồ rủi ro |
Trang |
1 |
||||||||||||
|
Số tham chiếu |
Dự đoán rủi ro |
Giảm rủi ro Các biện pháp bảo vệ |
Dự đoán rủi ro |
Yêu cầu giảm thêm rủi ro |
Số tham chiếu |
||||||||||
|
S |
F |
O |
A |
RI |
S |
F |
O |
A |
RI |
||||||
|
1 |
1 |
1 |
2 |
2 |
1 |
Hướng dẫn sử dụng găng tay bảo vệ cho các dụng cụ cắt trong hộp thay cho dùng tay |
1 |
1 |
2 |
1 |
1 |
Không |
1 |
||
|
2 |
1 |
1 |
3 |
2 |
2 |
Cung cấp một hệ thống khóa trục chính gắn với trục chính (xem Hình B.5) và hướng dẫn sử dụng |
1 |
1 |
1 |
2 |
1 |
Không |
2 |
||
|
3 |
1 |
1 |
3 |
2 |
2 |
Cung cấp dụng cụ cầm tay thích hợp và hướng dẫn sử dụng |
1 |
1 |
1 |
2 |
1 |
Không |
3 |
||
|
4 |
2 |
1 |
2 |
2 |
3 |
Thiết bị điện theo IEC 60204-1 (ví dụ, bảo vệ phòng lỗi tiếp đất, khóa liên động chức năng nhả phanh với chức năng khởi động) (xem Hình B.6) và hướng dẫn sử dụng sự cách ly nên dùng đối với máy khỏi nguồn cung cấp năng lượng (bằng công tắc chính) |
2 |
1 |
1 |
2 |
2 |
Không |
4 |
||
|
5 |
1 |
1 |
2 |
2 |
1 |
Xem các biện pháp bảo vệ đối với số tham chiếu 1 |
1 |
1 |
2 |
1 |
1 |
Không |
5 |
||
|
6 |
2 |
1 |
2 |
2 |
3 |
Thiết bị điện theo IEC 60204-1 (ví dụ, bảo vệ phòng lỗi tiếp đất, khóa liên động chức năng nhả phanh với chức năng khởi động) (xem Hình B.6) |
2 |
1 |
1 |
2 |
2 |
Không |
6 |
||
|
7 |
2 |
1 |
2 |
2 |
3 |
Lắp cửa với một khóa liên động theo ISO 14119 và mạch điều khiển loại 1 theo TCVN 7384-1:2004 và ISO 13849-2 có sự kiểm tra định kỳ |
2 |
1 |
1 |
2 |
2 |
Không |
7 |
||
|
8 |
2 |
1 |
2 |
2 |
3 |
Xem các biện pháp bảo vệ đối với các số tham chiếu 4 và 7 |
2 |
1 |
1 |
2 |
2 |
Không |
8 |
||
|
9 |
2 |
1 |
2 |
2 |
3 |
Thiết bị điện theo IEC 60204-1 (bảo vệ các bộ phận dẫn điện của máy bị phơi ra trước nguy hiểm và sử dụng bộ cảm biến dòng dư bởi người sử dụng (xem Hình B.6) |
1 |
1 |
1 |
1 |
2 |
Không |
9 |
||
|
10 |
2 |
1 |
2 |
2 |
3 |
Cung cấp cữ chặn ăn sâu và hướng dẫn sử dụng Cung cấp các khối đẩy và gậy và hướng dẫn sử dụng. Hướng dẫn sử dụng các bạc dẫn hướng và dưỡng Hướng dẫn kiểm tra chất lượng chi tiết gia công Hướng dẫn sử dụng công cụ thiết kế phù hợp với tiêu chuẩn liên quan Cung cấp một tấm nhãn có biểu đồ vận tốc đối với đường kính dụng cụ cắt và hướng dẫn sử dụng Hướng dẫn tránh sự cắt leo Hướng dẫn sử dụng chế độ gia công (để tránh chiều sâu cắt quá lớn) |
2 |
1 |
1 |
1 |
2 |
Không |
10 |
||
|
11 |
2 |
1 |
2 |
2 |
3 |
Giảm khe hở của bộ phận dẫn hướng đối với gia công thẳng đứng bằng thiết kế (kết cấu) (xem Hình B.5) và hướng dẫn giảm khe hở của bộ phận dẫn hướng và đối với sử dụng bộ phận dẫn hướng giả |
2 |
1 |
1 |
2 |
2 |
Không |
11 |
||
|
12 |
2 |
1 |
2 |
2 |
3 |
Giảm lỗ trên bàn bằng cách cung cấp các vòng đệm trên bàn (Xem Hình B.5) làm bằng vật liệu mềm và hướng dẫn sử dụng. Xem Hình B.5.2, chú thích 2 |
2 |
1 |
1 |
2 |
2 |
Không |
12 |
||
|
13 |
2 |
1 |
3 |
2 |
4 |
Cung cấp các thanh chắn điều chỉnh được cho gia công thẳng đứng bằng thiết kế (xem Hình B.5) và hướng dẫn giảm khe hở của bộ phận dẫn hướng và cho sử dụng các bộ phận dẫn hướng giả |
2 |
1 |
1 |
2 |
2 |
Không |
13 |
||
|
14 |
2 |
1 |
3 |
2 |
4 |
Hướng dẫn mặc quần áo gọn gàng, không đeo dây, vòng cổ, vòng tai hoặc tóc dài không buộc lại |
2 |
1 |
1 |
1 |
2 |
Không |
14 |
||
|
15 |
2 |
1 |
3 |
2 |
4 |
Hình vẽ có kèm theo thuyết minh và hướng dẫn về không điều chỉnh bộ phận dẫn hướng khi máy đang chạy |
2 |
1 |
2 |
1 |
2 |
Không |
15 |
||
|
16 |
2 |
1 |
2 |
2 |
3 |
Chế tạo phần của bộ phận dẫn hướng gần với dụng cụ cắt bằng vật liệu mềm (ví dụ, hợp kim nhẹ, chất dẻo, gỗ). Cung cấp dụng cụ chỉ báo chiều cao của trục chính gần vô lăng (tay vặn) điều chỉnh chiều cao. Hướng dẫn kẹp chặt đúng dụng cụ cắt. Xem các biện pháp bảo vệ đối với số tham chiếu 10 |
2 |
1 |
1 |
2 |
2 |
Không |
16 |
||
|
17 |
1 |
1 |
3 |
2 |
2 |
Đưa vào thanh chắn bộ phận “dẫn vào” cho gia công mặt cong và hướng dẫn sử dụng Cung cấp các phương tiện để cố định cữ chặn ở đầu mút Hướng dẫn sử dụng các bạc dẫn và cữ chặn đầu mút để dừng sự gia công thẳng đứng Xem các biện pháp bảo vệ đối với các số tham chiếu 10, 11 và 12 |
1 |
1 |
1 |
2 |
1 |
Không |
17 |
||
|
18 |
2 |
2 |
2 |
2 |
5 |
Cung cấp cơ cấu chuyển động tiến chi tiết gia công cơ khí hóa có thể tháo được cho gia công thẳng đứng (để cho sáng sủa, cơ cấu này không được trình bày trên Hình B.5 hoặc B.6) Cung cấp các khối đẩy và gậy và hướng dẫn sử dụng chúng. Hướng dẫn sử dụng các bạc dẫn hướng và dưỡng Hướng dẫn kiểm tra chất lượng chi tiết gia công Hướng dẫn tránh sự cắt lẹm Hướng dẫn tránh sử dụng tốc độ chuyển động tiến không thích hợp |
2 |
1 |
1 |
1 |
2 |
Có (Xem B.5.2, chú thích 3) |
18 |
||
|
19 |
2 |
2 |
2 |
2 |
5 |
Xem các biện pháp bảo vệ đối với các số tham chiếu 11 |
2 |
1 |
1 |
2 |
2 |
Không |
19 |
||
|
20 |
2 |
2 |
2 |
2 |
5 |
Xem các biện pháp bảo vệ đối với các số tham chiếu 12 |
2 |
1 |
1 |
2 |
2 |
Không |
20 |
||
|
21 |
2 |
2 |
3 |
2 |
6 |
Xem các biện pháp bảo vệ đối với các số tham chiếu 13 |
2 |
1 |
1 |
2 |
2 |
Không |
21 |
||
|
22 |
2 |
2 |
2 |
1 |
4 |
Xem các biện pháp bảo vệ đối với các số tham chiếu 14 |
2 |
2 |
1 |
1 |
3 |
Không |
22 |
||
|
23 |
2 |
1 |
3 |
2 |
4 |
Khóa liên động chức năng nhả phanh với chức năng khởi động trong mạch điện loại 1 (xem Hình B.6) theo TCVN 7384-1:2004 và ISO 13849-2, và hướng dẫn về kiểm tra định kỳ thời gian phanh |
2 |
1 |
2 |
1 |
2 |
Không |
23 |
||
|
24 |
2 |
2 |
2 |
2 |
5 |
Xem các biện pháp bảo vệ đối với các số tham chiếu 15 và cũng như 17 |
2 |
2 |
1 |
2 |
4 |
Không |
24 |
||
|
25 |
1 |
2 |
3 |
2 |
2 |
Xem các biện pháp bảo vệ đối với các số tham chiếu 16 và cũng như các số tham chiếu 17, 18 và 19 |
1 |
2 |
1 |
2 |
1 |
Không |
25 |
||
|
26 |
2 |
2 |
3 |
2 |
6 |
Cung cấp các đầu ra để nối với một hệ thống hút bụi bên ngoài có lưu lượng tối thiểu là 1500 m3 h-1 và vận tốc vận chuyển không khí tối thiểu là 20 ms-1 (xem Hình B.5) |
1 |
2 |
3 |
2 |
2 |
Không |
26 |
||
|
27 |
2 |
1 |
3 |
2 |
4 |
Xem các biện pháp bảo vệ đối với các số tham chiếu 24. Hướng dẫn về mặc trang bị bảo hộ cá nhân (PPE) Hướng dẫn đối với gia công gỗ được ngâm tẩm hoặc các vật liệu tương tự |
1 |
1 |
3 |
2 |
2 |
Không |
27 |
||
|
28 |
1 |
2 |
2 |
1 |
2 |
Thiết bị điện phù hợp với IEC 204-1 (mức bảo vệ tối thiểu IP 54, xác định kích thước của các bộ phận, làm mát đầy đủ, v.v…). Hướng dẫn sử dụng hệ thống hút bụi |
1 |
2 |
1 |
1 |
1 |
Không |
28 |
||
|
29 |
1 |
2 |
2 |
2 |
1 |
Hướng dẫn sử dụng hệ thống xả và làm sạch |
1 |
2 |
1 |
2 |
1 |
Không |
29 |
||
|
30 |
2 |
2 |
3 |
2 |
6 |
Áp dụng các kích thước trong thiết kế để giảm tiếng ồn tại nguồn (sự cân bằng của trục chính, ổ trục, các giá chống rung, sự che chắn) |
1 |
2 |
3 |
2 |
2 |
Không |
30 |
||
|
31 |
1 |
2 |
3 |
2 |
2 |
Cung cấp các đồ gá cho máy để cố định các bàn máy kéo dài |
1 |
1 |
3 |
2 |
2 |
Không |
31 |
||
|
32 |
1 |
2 |
2 |
2 |
1 |
Xem các biện pháp bảo vệ đối với các số tham chiếu 10 |
1 |
2 |
2 |
1 |
1 |
Không |
32 |
||
Kích thước tính bằng milimét
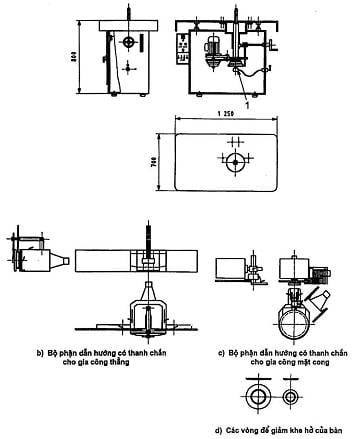
CHÚ DẪN
1 Hệ thống khóa trục chính
Hình B.5 – Thiết kế máy lần cuối
Hình B.6 – Sơ đồ mạch lần cuối
THƯ MỤC TÀI LIỆU THAM KHẢO
[1] TCVN 6720 : 2000 (ISO 13852), An toàn máy – Khoảng cách an toàn để ngăn chặn tay con người không vươn tới vùng nguy hiểm.
[2] TCVN 7300 : 2003 (ISO 14118), An toàn máy – Ngăn chặn khởi động bất ngờ.
[3] TCVN 7383-1 : 2004 (ISO 12100-1 : 2003), An toàn máy – Khái niệm cơ bản, nguyên tắc chung cho thiết kế – Phần 1: Thuật ngữ cơ bản, phương pháp luận.
[4] TCVN 7383-2 : 2004 (ISO 12100-2 : 2003), An toàn máy – Khái niệm cơ bản, nguyên tắc chung cho thiết kế – Phần 2: Nguyên tắc kỹ thuật.
[5] TCVN 7384-1 : 2004 (ISO 13849-1), An toàn máy – Bộ phận an toàn liên quan của hệ thống điều khiển – Phần 1: Nguyên tắc chung cho thiết kế.
[6] ISO 3691 (tất cả các phần)2) , Industrial trucks – Safety requirements and verification (Xe tải công nghiệp – Yêu cầu an toàn và kiểm tra).
[7] ISO 10218-1, Robots for industrial environments – Safety requyrements – Part 1: Robot (Robốt cho môi trường công nghiệp – Yêu cầu an toàn – Phần 1: Robốt).
[8] ISO 11111 (tất cả các phần), Textile machinery – Safety requirements (Máy dệt – Yêu cầu an toàn).
[9] ISO 11161 : 2007, Safety of machinery – Intergrated manufacturing system – Basic requirements (An toàn máy – Hệ thống chế tạo tích hợp – Yêu cầu cơ bản).
[10] ISO/TR 11688-1, Acoustics – Recommended practice for the design of low – noise machinery and equipment – Part 1: Planning (Âm học – Thực tiễn nên dùng để thiết kế máy và thiết bị có tiếng ồn thấp – Phần 1: Lập kế hoạch).
[11] ISO 13732-1, Ergonomics of the thermal environment – Methods for the assessment of human responses to contact with surfaces – Part 1: Hot surfaces (Ecgônômi của môi trường nhiệt – Phương pháp đánh giá phản ứng của con người khi tiếp xúc với các bề mặt – Phần 1: Bề mặt nóng).
[12] ISO 13849-2, Safety of machinery – Safety related parts of control systems – Part 2: Validation (An toàn máy – Bộ phận an toàn liên quan của hệ thống điều khiển – Phần 2: Sự hợp thức hóa.
[13] ISO 14119, Safety of machinery – Interlocking devices associated with guards – Principles for design and selection (An toàn máy – Cơ cấu khóa liên động gắn với rào chắn – Nguyên tắc cho thiết kế và lựa chọn).
[14] ISO 14120, Safety of machinery – Guards – General requyrements for the design and construction of fixed and moveable guards (An toàn máy – Rào chắn – Yêu cầu chung cho thiết kế và cấu trúc các rào chắn cố định và di động).
[15] IEC 60204-1, Safety of machinery – Electrical equypment of machines – Part 1: General requyrements (An toàn máy – Máy và thiết bị điện – Phần 1: Yêu cầu chung).
[16] IEC 61508 (all parts), Functional safety of electrical/electronic/programmable electronic safety-related systems (An toàn về chức năng của các hệ thống liên quan đến an toàn điện/điện tử/điện tử khả lập trình).
[17] EN 614-1, Safety of machinery – Egronomic design principles – Part 1: Terminology and general principles (An toàn máy - Nguyên tắc thiết kế ecgonomi – Phần 1: Thuật ngữ và nguyên tắc chung).
[18] EN 847-1, Tools for woodworking – Safety requyrements – Part 1: Milling tools, circular saw blades (Dụng cụ gia công gỗ - Yêu cầu an toàn – Phần 1: Dao phay, cưa đĩa).
[19] EN 848-1, Safety of woodworking machines – One side moulding machines with rotating tool – Part 1: Single spindle vertical moulding machines (An toàn của máy gia công gỗ - Máy làm khuôn một phía có dụng cụ quay – Phần 1: Máy làm khuôn một trục chính thẳng đứng)
[20] ANSI B11 TR3 : 2000, Risk Assessment and Risk Reduction – A guidline to Estimate, Evaluate and Reduce Risks Associated with Machine Tools (Đánh giá rủi ro và giảm rủi ro – Hướng dẫn dự đoán, đánh giá mức và giảm rủi ro kết hợp với các máy công cụ).
1. Institut national de la recherche scientifique (France), Healthard Safety Executive (UK), Berufs genossenschaften (Germany), Occupational Safety and Health Administration (USA).
2. Sắp xuất bản (soát xét ISO 3691 : 1980)
- Số CNĐKKD: 3702404496 cấp ngày 13/10/2015
Nơi cấp: Sở KH-ĐT tỉnh Bình Dương - Địa chỉ: 502 Đỗ Xuân Hợp, P. Phước Bình
TP. Thủ Đức, TP. Hồ Chí Minh
- Điều khoản & Quy chế hoạt động
- Chính sách bảo mật
- Hướng dẫn sử dụng
- Người đại diện: Nguyễn Thị Mỹ
- Số điện thoại: 0917267397
- Email: cskh@atld.vn